
























-
50
-
(ii)
Identification
1) Piping set
A copper pipe as piping set for R410A must have a thickness as stated in Table 3 (see on page 46), and, as shown in Tables 5
and 6 (see on page 48), it also differs from R22 in flare processing and flare nut dimensions. So, it is necessary to choose a
piping set suitable for R410A.
2) Copper pipe with insulation
Before using a copper pipe with insulation, make sure that it has a thickness designated for R410A.
3) Bare copper pipe
It is necessary to use a bare copper pipe which has a thickness designated in Table 3 (see on page 46) and contains less
contaminants. As the bare copper pipe surface is naked, it is necessary to treat it with exceeding care and adopt a means for
identification to prevent improper usage by making it easily discriminable from other piping materials.
(iii) Precautions before installation
Observe the following precautions when performing the piping connection at the site.
1) Keep any open ends of pipes be sealed with a cap, etc. until connected with the equipment.
2) Exercise great care when performing piping installation on a rainy day.
When water enters into the piping, the lubricating oil may deteriorate and cause the equipment to fail.
3) Carry out the piping connection in as short a time as possible.
If the piping is left open for a long period, fully purge the interior with nitrogen gas or dry it with a vacuum pump.
(d)
Brazing
(i)
Processing the connected parts
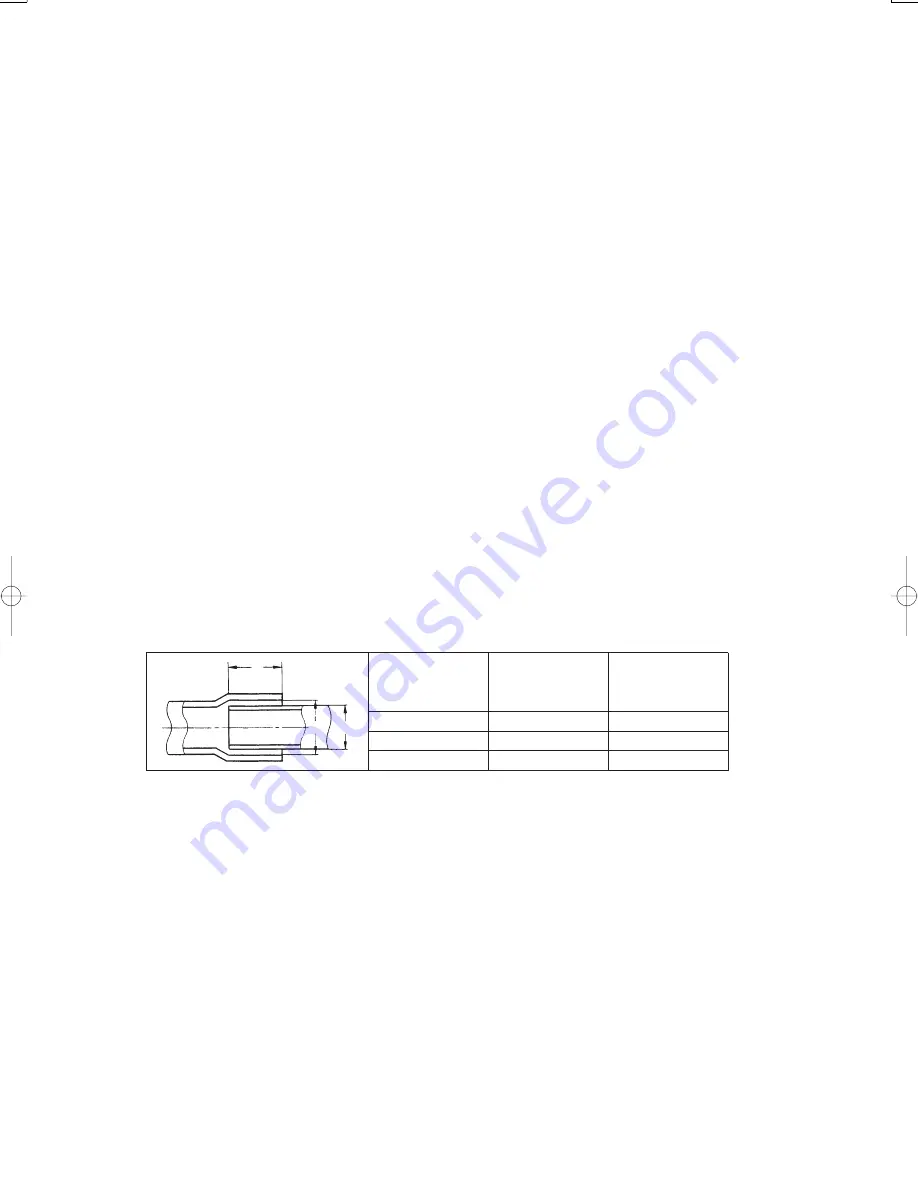
As brazing is molten between the joined surfaces to yield high adhesive strength, it is necessary to secure a wide enough space to
be joined and also an adequate clearance between the joined surfaces. Copper pipe joints’ minimum insertion depths, outer pipe
diameters and clearances between outer and inner pipe diameters are as shown in Table 10. In the case of bronze brazing filler,
when the clearance is about 0.05~0.1mm, the pipes can be connected most strongly.
(ii)
Brazing filler metal
1) Alloy brazing filler
An alloy mainly composed of silver and copper is used to join iron, copper or copper alloy. Although it excels in solderability,
it is relatively expensive.
2) Phosphor bronze brazing filler
Phosphor bronze brazing filler is generally used to join copper or copper alloy.
3) Low temperature solder
An alloy of tin and lead. An ordinary type of solder. Since it is weak in adhesive strength, it should not be used for refrigerant
pipe brazing.
* Cautions:
a) BCuP tends to react with sulphur and produce a fragile compound water solution, which may cause a gas leakage. So,
use any other type of brazing filler at a hot spring resort, etc., and coat the surface with a paint.
b) When performing brazing again at the time of servicing, use the same type of brazing filler.
Table 10. Copper pipe joints’ minimum insertion depths and clearances
Outer pipe diameter
Clearance
D
(A-D)
×
1/2
(mm)
(mm)
5~8
6
0.05~0.35
8~12
7
0.05~0.35
12~16
8
0.05~0.45
Minimum insertion depth
B
(mm)
B
A
D
* When joining the pipes, either the pipe ends are processed, or pipes are connected by brazing with a socket joint.
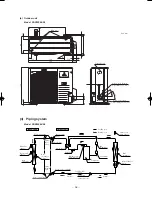
Summary of Contents for SRK13ZEV-S4
Page 2: ...TECHNICAL MANUAL 1 SRK13ZEV S4 2 2 SRK22ZEV S4 60 1 ...
Page 126: ...PARTS LIST INDOOR UNIT SRK13ZEV S4 SRK22ZEV S4 OUTDOOR UNIT SRC13ZEV S4 SRC22ZEV S4 125 ...
Page 134: ...MEMO 133 ...
Page 137: ... 136 CRBE0226 1 3 4 2 5 6 7 8 9 10 11 12 13 PANEL FAN ASSY ...
Page 145: ...ROOM AIR CONDITIONING TECHNICAL MANUAL PARTS LIST Manual No 06 SRK T 054 ...







































































