





















MFP250 / 400 / 800
Sequence
76609594EN-MFP-NH-V2.0.docx 32/40
5
Sequence
5.1
Sequence of a Welding Cycle
In order to make optimal settings for motor head or motor pincers, please familiarize
yourself with the welding procedure described here.
The following applies to all procedures:
All the timing is extremely depending on the ambient conditions and the nature of the
welding job.
The optimum system settings should be determined through a series of trials so as to
achieve high-quality, reproducible welding results.
Caution
If you work with low welding pressure and high currents, the welding material can have a
tendency to spatter.
For this reason, always wear safety glasses and protective clothing!
If possible, always use a welding pressure setting that prevents spattering.
5.1.1
Reference Run
5.1.1.1
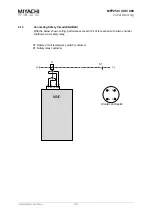
Initial Reference Run
When the machine is switched on, a reference run of the motor head is performed after
an initialization phase. This means the motor head moves slow until it reaches the
switching area of the built-in initiator. This adjustable initiator
must
be in the motor
head's travel range!
Then the motor head leaves the switching area of the initiator, designates this point as
the
reference point
and then moves to basic position. It moves to basic position again
after every sequence.
5.1.1.2
Electrode Reference Run
The zero point of electrodes can be redefined by referencing after electrodes are
changed. The reference run is always carried out in single step mode regardless of the
set mode of operation.
For part control also negative values can be set. The advantage here is that values for
part control need not be edited after every change of electrodes.
Automatic mode:
The electrode reference run is triggered by setting the corresponding input at connector
X112. When the search force has been built up, the return is started.
The input is deleted when there is a signal at the corresponding output.







































































