





























CHAPTER 5: OPERATING INSTRUCTIONS
MODEL 250DP DUAL PULSE
RESISTANCE WELDING POWER SUPPLY
990-280
5-3
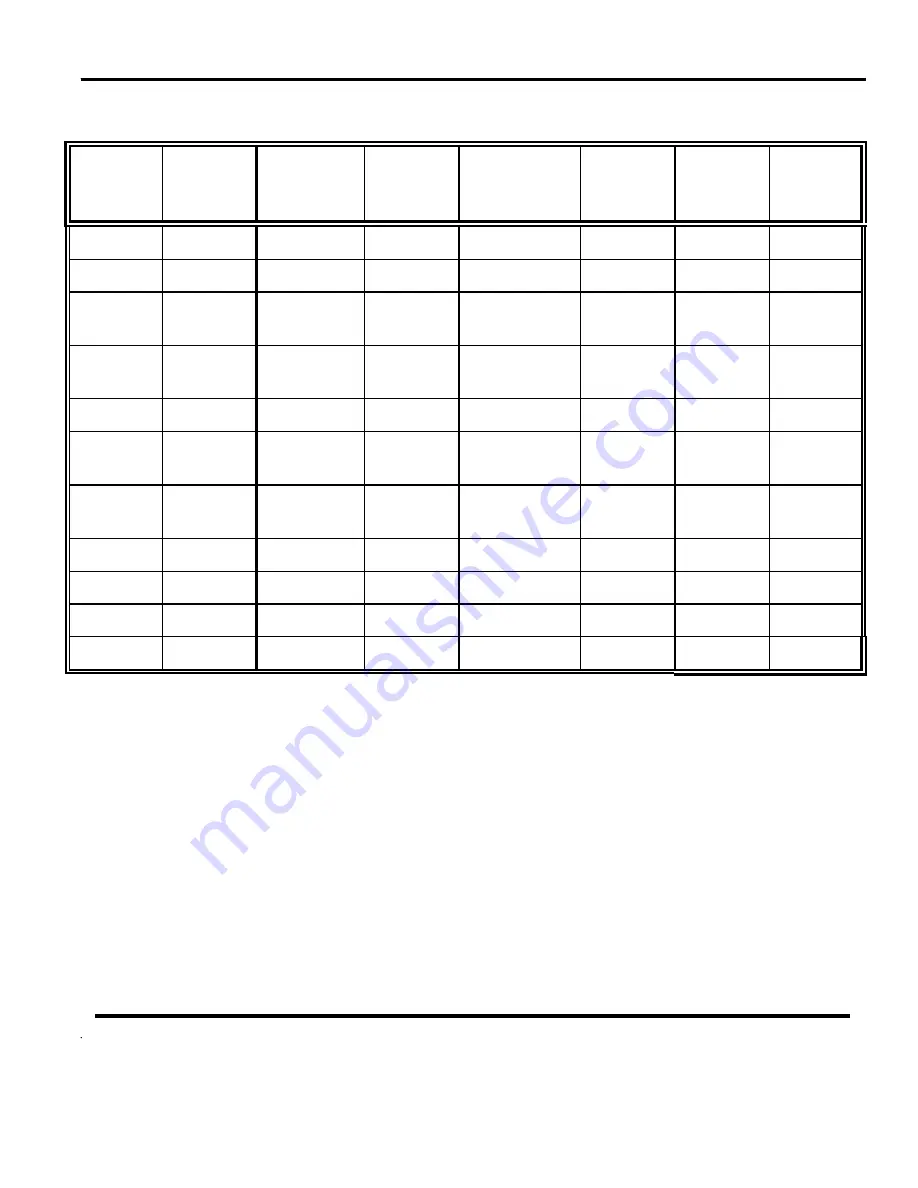
Table 5-1. Recommended Electrode Materials
Material
Electrode
RWMA
Type
Material
Electrode
RWMA
Type
Material
Electrode
RWMA
Type
Material
Electrode
RWMA
Type
Alumel
2 Evanohm
14 Kulgrid
2 Palladium 14
Aluminum 1 Gold
11 Magnesium
2 Rhenium
2
Aluminum
Alloys
1 Gold
Plated
Dumet
2 Manganin
2 Silver
11
Beryllium
Copper
2 Gold
Plated
Kovar
2 Molybdenum 2 Stainless
Steel
2
Brass
2, 11
Hastalloy X
2
Nichrome
2
Tantalum
2
Bronze
2 Inconel
2 Nickel
2 Tinned
Brass
14
Chromel
2 Invar
2 Nickel
Alloy 2 Tinned
Copper
14
Consil
11 Iridium
2 Niobium
2 Titanium 2
Constantan 2 Iron
2 NiSpan
C
2 Tungsten 2
Copper
14 Karma
2 Platinum
2 Zinc
14
Dumet
2 Kovar
2 Paliney
7
2
Electrode Face: Use a flat electrode face for most applications. Use a “domed” face if surface oxides
are a problem. If either of the work pieces is a wire, the diameter of the electrode face
should be equal to or greater than the diameter of the wire. If both work pieces are flat,
the face should be at least one-half the diameter of the electrodes.
Pencil point
electrodes reduce the overall quality of the welding process, and are not recommended.







































































