IS-120B
4. How to Operate Screens
4-7
(
c
)
TIME
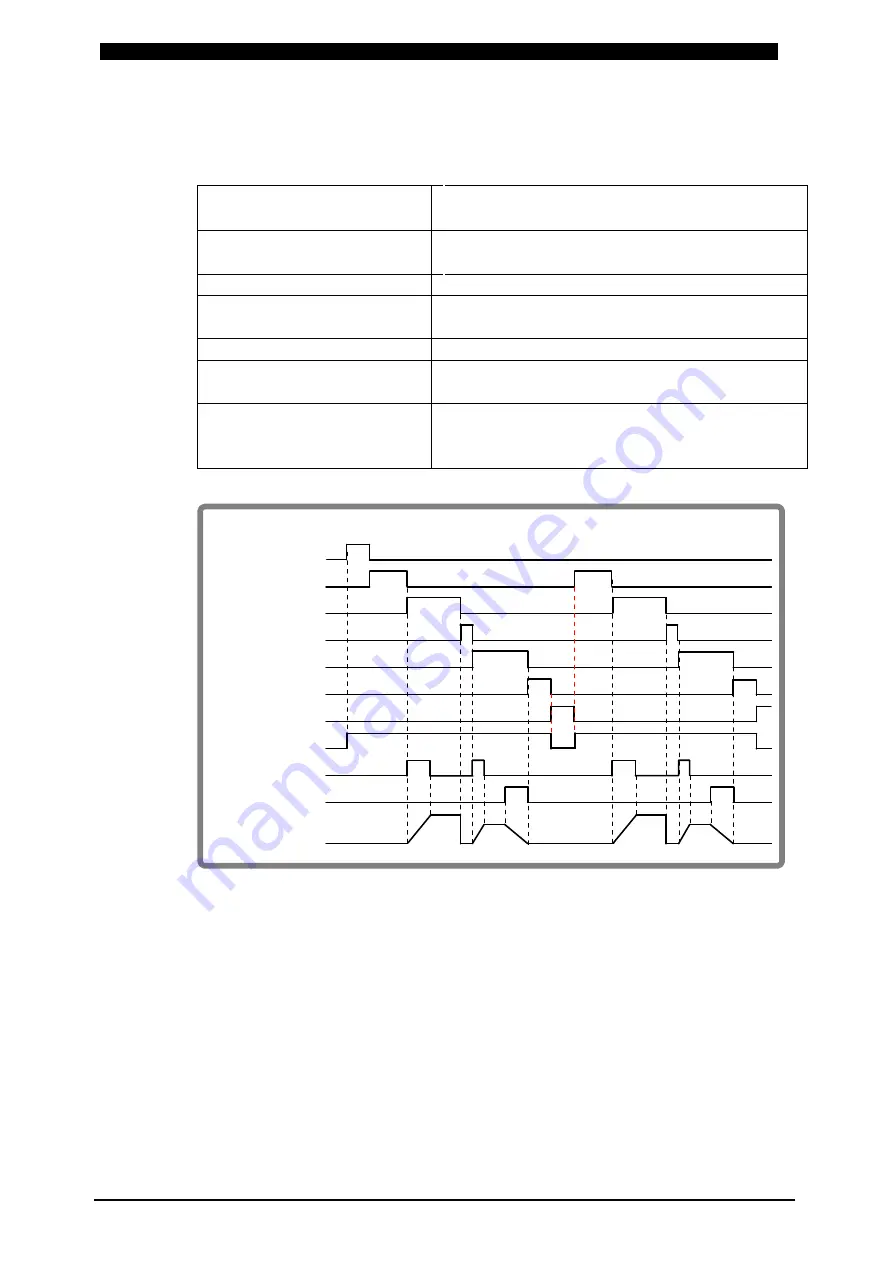
Set the time for each operation during the welding. The unit of the time is ms or
CYC. For each operation, see the time chart.
SQD
/ Squeeze delay time
Length of time added to SQZ only for the
first weld after start signal in repeat operation
SQZ
/ Squeeze time
Length of time until proper squeeze is
applied to workpiece
WE1
/ Weld 1 time
Length of time to supply welding current
COOL
/ Cooling time
Length of time to cool workpiece after turning
off welding current
WE2
/ Weld 2 time
Length of time to supply welding current
HOLD
/ Hold time
Length of time to hold workpiece after turning
off welding current
OFF
/ Off time
Length of time to turn off valve signal during
repeated operation
(
No repeat operation if set to "0"
)
(
*
) Only for
IS-120B-03
(
d
)
UPSLOPE
Set the upslope time
(
to increase the welding current gradually
)
(
See the figure
of Time chart in the above
)
.
(
e
)
DOWNSLOPE
Set the downslope time
(
to decrease the welding current gradually
)
(
See the
Time chart in the above
)
.
SQD
SQZ
WE1
COOL
WE2
HOLD
OFF
UPSLOPE
DOWNSLOPE
Valve output
Welding current
Time chart
(*)
(*)