







AT-2212 Air Crimp Tool Head
Doc No: ATS-640053600
Release Date: 06-24-03
UNCONTROLLED COPY
Page 4 of 8
Revision: B
Revision Date: 09-30-05
4.
Remove the crimped connector and inspect for proper crimp location and insulation closure. It may be required
to rotate crimped connector 90
°
to remove from the tool. Molex offers a Crimp Inspection Handbook for closed
barrel industrial product. See our website or contact your sales engineer.
Maintenance
It is recommended that each operator of the tool be made aware of, and responsible for, the following
maintenance steps:
1.
Remove dust, moisture and other contaminants with a clean
brush, or soft, lint-free cloth.
2.
Do not use any abrasive materials that could damage the tool.
3.
Make certain all pins; pivot points and bearing surfaces are
protected with a thin coat of high quality machine oil. Do not oil
excessively. This tool was engineered for durability, but like any
fine piece of equipment it needs cleaning and lubrication for a
maximum service life of trouble-free crimping. Use a light oil
such as 30 weight automotive oil at the oil points shown in
Figure 4, every 5,000 crimps or monthly will significantly
enhance the tool life and ensure a stable calibration.
4.
When tool is not in use store the tool in a clean, dry area.
CAUTION:
This crimp tool requires a regulated air supply line with operating pressure of 60 to 70 PSI. Higher
pressure may cause damage to the tool.
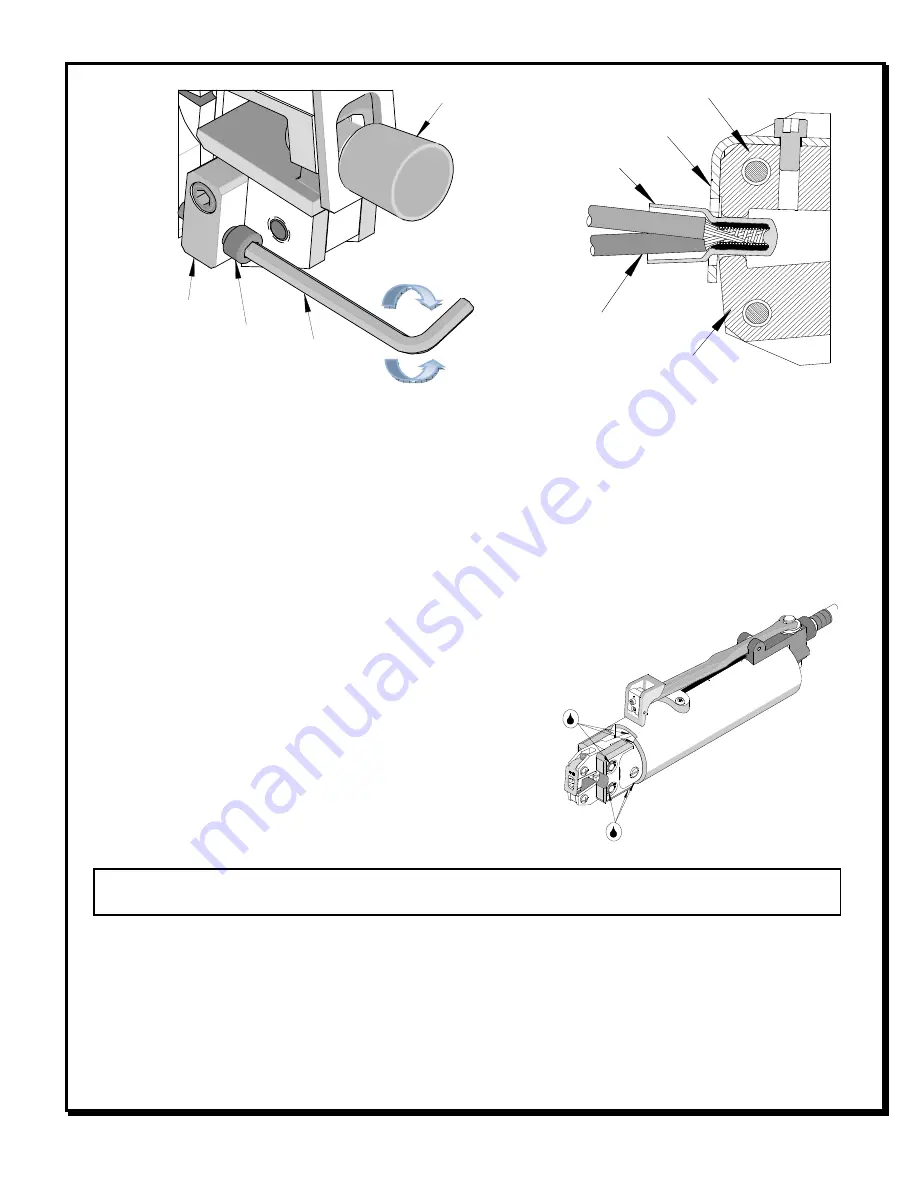
LUBRICATION POINTS
(BOTH SIDES) LIGHT OIL
(EVERY MONTH OR
5,000 CRIMPS)
Figure 4
ADJUSTMENT
BLOCK
CONNECTOR
Figure 2
3/32” ALLEN
WRENCH
ADJUSTING
SCREW
CLOSE
JAWS
OPEN
JAWS
Figure 3
LOCATOR
PRE-TWISTED
WIRE
CONDUCTOR PUNCH
CONDUCTOR
ANVIL
CONNECTOR







































































