




























C-10 CHUCKING
1.
Use the same pressure applied when actually machining a workpiece for shaping
the soft jaws.
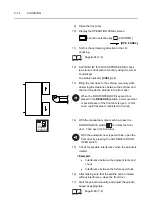
2.
Use a plug (ring) to eliminate the chuck master jaw backlash.
3.
Make the plug (ring) with the same material as the workpiece.
4.
Machine the soft jaws to the diameter of the workpiece to be chucked.
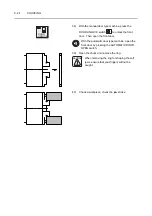
5.
The jaw surface which comes into contact with the workpiece must be clean.
A rough surface causes rapid wear of the jaws. In addition, the surface finished in
the 1st process will be damaged during the progress of the 2nd process.
6.
To obtain consistent high accuracy, tighten the soft jaws to the specified torque.
7.
When replacing the jaws, clean the serration on the master jaw and the jaw nut
mating area. If these areas are not clean, run-out accuracy will deteriorate.
NOTE


































































