




















RECOMMENDED ELECTRODES
(In accordance with A.W.S Standard)
MS_, TS_
M
55
© MOSA
1.0-10/03
The information here below are to be intended only as indicative since the above norm is much larger.
For further details please see the specific norms and/or the manufacturers of the product to be used in the welding
process.
RUTILE ELECTRODES: E 6013
Easily removable fluid slag, suitable foe welding in all position.
Rutile electrodes weld in d.c. with both polarities (electrode holder at + or -) and in a.c..
Suitable for soft steels R-38/45 kg/mm
2
. Also for soft steels of lower quality.
BASIC ELECTRODES: E 7015
Basic electrrodes wels onlu in d.c. with inverse polarity (+ on the electrode holder) ; there are also types for a.c.
Suitable for impure carbon steels. Weld in all position.
HIGH YIELD BASIC ELECTRODES: E 7018
The iron contained in the coating increases the quality of metal added. Good mechanical properties. Weld in all position.
Electrode holder at + (inverse polarity). Wld deposit of nice aspect, also vertical. Workable; high yield.
Suitable for steels with high contens of sulphur (impurities).
CELLULOSIC ELECTRODES: E 6010
Cellulosic electrodes weld only in d.c. with po electrode holder - ground clamp.
Special for steels run on pipes with R max 55 kg/mm
2
. Weld in all position. volatile slag.
ELECTRODES IDENTIFICATION ACCORDING TO A.W.S. STANDARDS
E X X Y Z
2 digits: type of coating
and electric power
conditions.
(see table 3)
1 digits: welding
positions.
(see table 2)
2
÷
3 digits: tesile strenght of
the weld deposit.
(see table 1)
symbol for
"Coated
electrode"
10 Cellulose electrodes for d.c.
11 Cellulose electrodes for a.c.
12 Rutile electrode for d.c.
13 Rutile electrode for a.c.
14 High yield rutile electrodes
15 Basic electrodes for d.c.
16 Basic electrodes for c.a.
18 High yield basic electrodes for d.c.
(inverse polarity)
20 Acid electrodes for flat or front position welding for
d.c. (- pole) and for a.c.
24 High yield rutile electrodes for flat or front plane
position welding for d.c. and a.c.
27 High yield acid electrodes for flat or front plane
position welding for d.c. (- pole) and a.c..
28 High yield basic electrodes for flat or front plane
position welding for d.c. (inverse polarity)
30 Extra high yield acid electrodes, extra high
penetration if required, for flat position welding only
for d.c. (- pole) and a.c.
N°
Descrizione
Number
Strenght
K.s.l.
Kg/mm
2
60
70
80
90
100
110
120
60.000
70.000
80.000
90.000
100.000
110.000
120.000
42
49
56
63
70
77
84
for all positions
for plane and verticl
for plane posotion only
1
2
3
Table 1
Table 2
Table 3
10/10/03 M55GB
Summary of Contents for DSP 2x400 PS-PL
Page 38: ...DSP 2x400 PSX REV 0 11 05 M 53 Dimensioni Abmessungen Dimension 18 11 05 88412 I...
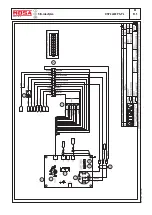
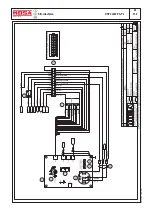
Page 42: ...DSP 2x400 PS PL REV 0 11 05 M 61 2 Stromlaufplan 28 11 05 78413 D...
Page 43: ...DSP 2x400 PS PL REV 1 02 11 M 61 3 Stromlaufplan 28 11 05 78413 D...
Page 44: ...DSP 2x400 PS PL REV 1 02 11 M 61 4 Stromlaufplan 28 11 05 78413 D...
Page 45: ...DSP 2x400 PS PL REV 1 02 11 M 61 5 Stromlaufplan 28 11 05 78413 D...
Page 46: ...DSP 2x400 PS PL REV 1 02 11 M 61 6 Stromlaufplan 28 11 05 78413 D...







































































