

























60
MCTC manual
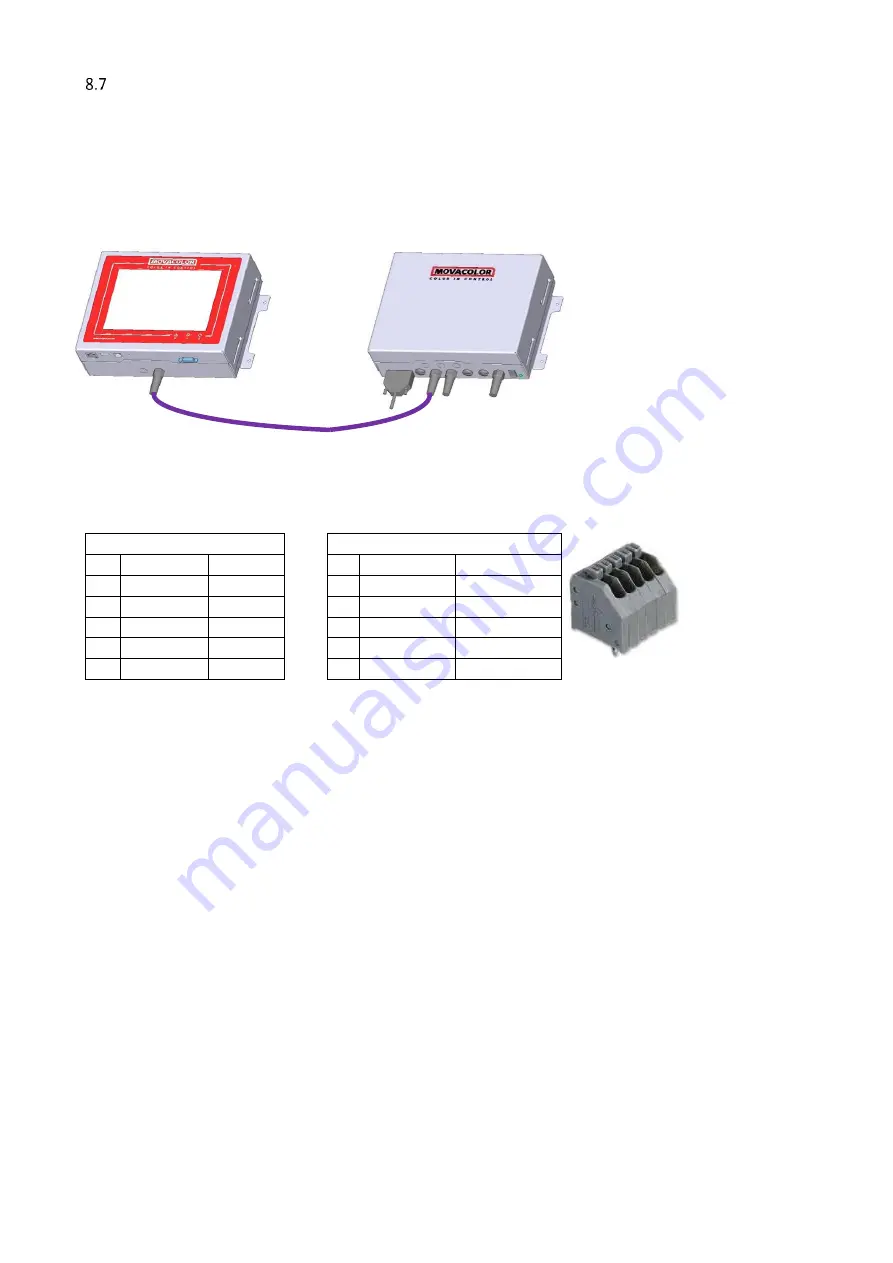
MCTC remote setup
Movacolor recommends keeping the motor and load cell cables as short as possible to avoid interference
which could cause an inaccurate measurement system. Therefore it is possible to place the MCTC
touchscreen at a different place in your factory. This also useful when your machine (and touchscreen panel)
is difficult to reach.
You can o
rder at Movacolor a special modification kit to convert your MCTC controller into a “remote”
version. Ask your Movacolor representative for detailed information.
MCTC
Terminal MCBC
Cable connection scheme:
MCTC TERMINAL
MCBC MAINBOARD
P
Name
Color
P
Name
Color
1
Shield
Shield
1
GND
Black
2
GND
Black
2
+24VDC
Red
3
+24VDC
Red
3
Shield
Shield
4
CAN-L
Blue
4
CAN-L
Blue
5
CAN-H
White
5
CAN-H
White







































































