























Polski
P
ug œnie¿ny – instrukcja obs
ugi
106
Sprawdzi
½
i nastawi
½
sprzêg
o
napêdu œlimaka
Rysunek 2A
Zwolni
½
dŸwigniê sprzêg
a sprzêg
a
(1). Linka sprzêg
a (2) musi by
½
bez
luzu, nie mo¿e by
½
jednak mocno
naci¹gniêta.
W innym wypadku zmieni
½
nasta-
wienie (patrz „Zmiana nastawienia
naci¹gu sprzêg
a“).
DŸwignia sprzêg
a sprzêg
a (1) musi
siê da
½
ca
kowicie wcisn¹
½
.
W przeciwnym wypadku linka
sprzêg
a jest za bardzo napiêta i musi
zosta
½
poluŸniona (patrz „Zmiana
nastawienia naci¹gu sprzêg
a“).
Dodatkowe sprawdzenie: (patrz
rozdzia
„Praca urz¹dzeniem/
przebieg obs
ugi“).
W
¹czy
½
napêd œlimaka na
10 sekund przy pracuj¹cam
silniku („
“).
Zwolni
½
dŸwigniê sprzêg
a, œlimak
nie powinien siê obraca
½
.
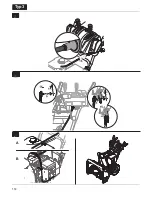
Sprawdzanie i nastawianie
sprzêg
a napêdu jazdy
Rysunek 1
(Urz¹dzenia z napêdem g¹sie-
nicowym) Nastawi
½
dŸwigniê
nastawcz¹ (rysunek 4, poz. 1)
na pozycjê IV (Transport).
Ustawi
½
dŸwigniê biegów (6)
na najszybszy bieg do przodu
(najwiêksza liczba).
Przesun¹
½
urz¹dzenie do przodu przy
puszczonej dŸwigni sprzêg
a (2).
Podczas przesuwania nastawi
½
dŸwigniê biegów (6) na najszybszy
bieg wsteczny „R
/R2“, a na
zakoñczenie na najszybszy bieg
jazdy do przodu.
Je¿eli wyczuwalny jest opór przy
przesuwaniu lub zmianie biegów,
wtedy nale¿y poluŸni
½
linkê sprzêg
a
(patrz „Zmiana nastawienia
naci¹gu sprzêg
a“).
Przy przesuwaniu urz¹dzenia nacis-
n¹
½
dŸwigniê sprzêg
a (2).
Ko
a/g¹sienice musz¹ by
½
zabloko-
wane. W przeciwnym przypadku
trochê naci¹gn¹
½
linkê sprzêg
a
(patrz „Zmiana nastawienia naci¹gu
sprzêg
a“).
Je¿eli nastawienie nie jest jeszcze
odpowiednie, powtórzy
½
proces
jeszcze raz.
Zmiana nastawienia naci¹gu
sprzêg
a
Rysunek 2B
Dla linek sprzêg
a z p
yt¹ nastawcz¹
napêdu jazdy (3), wzglêdnie
napêdu œlimaka (4):
– Naci¹ganie: poluzowa
½
œrubê (A)
odpowiedniej p
yty nastawczej;
przesun¹
½
p
ytê nastawcz¹ w dó
i ponownie dokrêci
½
œrubê (A).
– Luzowanie: poluzowa
½
œrubê (A)
odpowiedniej p
yty nastawczej;
przesun¹
½
p
ytê nastawcz¹ w górê
i ponownie dokrêci
½
œrubê (A).
Nastawianie dŸwigni biegów
Urz¹dzenia z dŸwigniami
prze
¹czaj¹cymi (1)
Rysunek 9
Usun¹
½
sprê¿ynowy zacisk ustala-
j¹cy (4) i podk
adkê (5); wyci¹gn¹
½
nakrêtkê z trzpieniem (6) z otworu (7).
Ramiê (2) przycisn¹
½
do do
u;
ustawi
½
dŸwigniê biegów (3)
na bieg „6“.
Przekrêci
½
nakrêtkê z trzpieniem (6)
tak ¿eby trzpieñ wszed
w ten sam
otwór (7).
Zabezpieczy
½
nakrêtkê z trzpieniem
podk
adk¹ i sprê¿ynowym zacis-
kiem ustalaj¹cym.
Wskazówka
Nastawienie to jest konieczne tylko
wtedy, je¿eli nie da siê nastawi
½
najszybszego biegu (do przodu
albo do ty
u).
Nastawianie g¹sienicy
(Urz¹dzenia z napêdem
g¹sienicowym)
Wskazówka
Prace te zleci
½
do wykonania tylko
w warsztacie specjalistycznym.
Rysunek 5
Taœma g¹cienicy (1) nastawiona jest
prawid
owo, je¿eli daje siê ugi¹
½
pod naciskiem d
oni o 9–10 mm
(nacisk z si
¹ 6,4–9 kg).
W przypadku wystêpowania wiêk-
szego lub mniejszego ugiêcia,
nale¿y odpowiednio wyregulowa
½
nastawienie:
Urz¹dzenie postawi
½
na stabilnym,
bezpiecznym i poziomym podk
adzie.
Poluzowa
½
nakrêtki (3) po ka¿dej
stronie g¹sienicy.
Przekrêca
½
nakrêtkê (2) tak d
ugo,
a¿ g¹sienica bêdzie mia
a odpo-
wiedni naci¹g:
– dla napiêcia w kierunku zgodnym
z ruchem wskazówek zegara,
– dla poluzowania w kierunku prze-
ciwnym do ruchu wskazówek zegara.
Nakrêtki (3) po ka¿dej stronie
g¹sienicy ponownie dokrêci
½
.
Wskazówka
Obie taœmy g¹sienic nastawi
½
równomiernie tak, aby tylna oœ (4)
przebiega
a równolegle do przedniej
osi. Przy tym d
ugoœ
½
gwintu (x)
obu œrub nastawczych powinna
by
½
równa.
Wymiana trzpieni œcinanych
mocuj¹cych œlimak
Rysunek 7
Œlimaki (3) zamocowane s¹ na wale
napêdowym (4) za pomoc¹ trzpieni
œcinanych (1) i zawleczek zabezpie-
czaj¹cych (2).
Trzpienie œcinane s¹ tak skonstruo-
wane, ¿e
ami¹ siê (zostaj¹ œciête)
w przypadku natrafienia œlimaka
na twarde cia
a obce; w ten sposób
zapobiega siê uszkodzeniu urz¹-
dzenia. Elementy te musz¹ by
½
wymienione tylko na oryginalne
czeœci zamienne.
Summary of Contents for Cub Cadet E 22
Page 1: ...769 20912B MTD Products Aktiengesellschaft Saarbrücken Germany E 22 ...
Page 2: ......
Page 3: ...E D C A B A B 1 2 A A ...
Page 4: ...9 10mm max ...
Page 5: ...3 8 2 6 1 7 5 4 1 ...
Page 6: ...Typ 1 Typ 2 Typ 3 109 111 113 ...
Page 7: ...4 13 24 34 44 54 63 72 81 90 99 ...
Page 113: ...1 66 Typ 5 Typ 1 109 ...
Page 114: ...A B Typ 5 Typ 1 110 ...
Page 115: ...1 66 Typ 5 Typ 2 111 ...
Page 116: ...A B Typ 5 Typ 2 112 ...
Page 117: ...1 66 Typ 3 113 ...
Page 118: ...A B Typ 5 Typ 3 114 ...







































































