





























BULLDOG 65 Hydraulic Steelworker
21
6.3
6.3
6.3
6.3
G
G
G
G
RINDING OF
RINDING OF
RINDING OF
RINDING OF
C
C
C
C
HANNEL
HANNEL
HANNEL
HANNEL
IIII
NSERT
NSERT
NSERT
NSERT
B
B
B
B
LADES
LADES
LADES
LADES
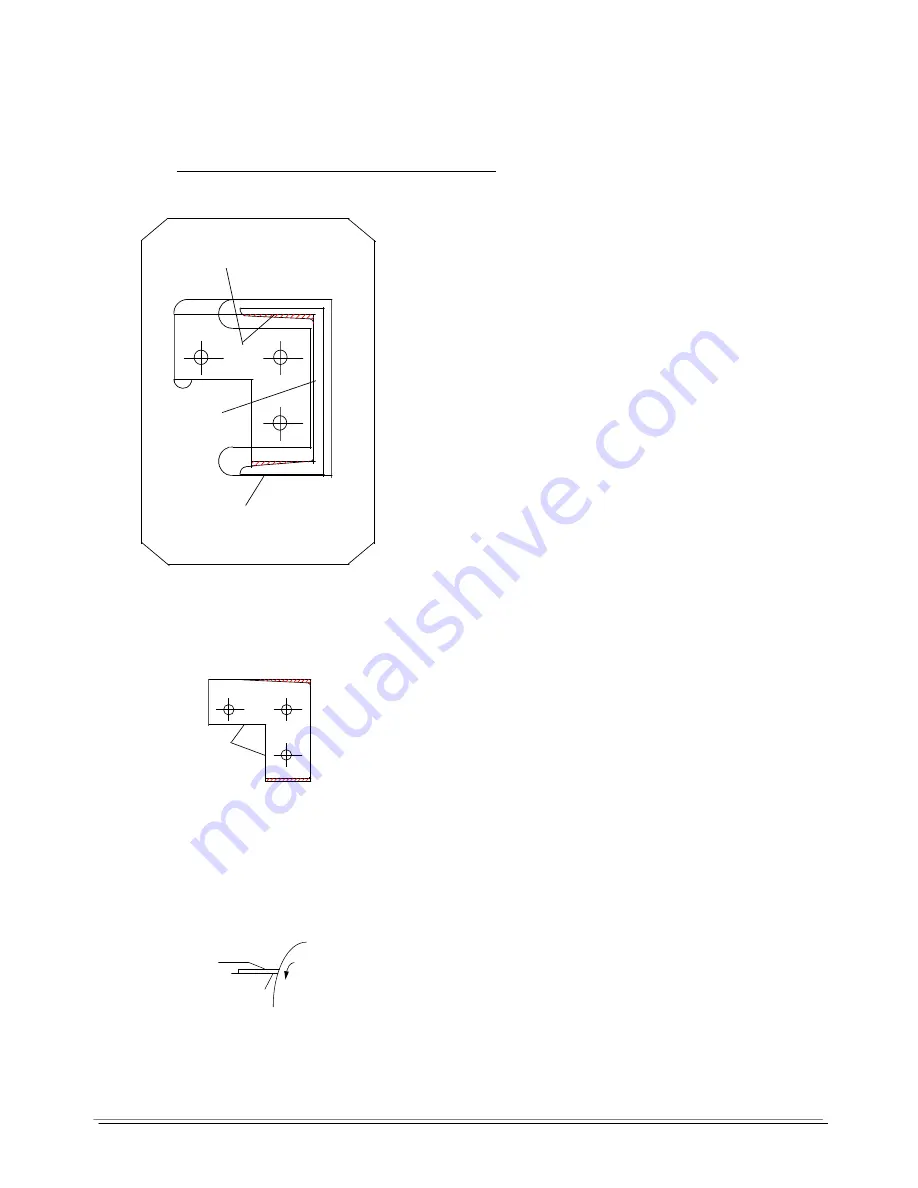
Body Blade
Fit blade to carrier, retain position with three screws,
ensure blade is seating on both faces, see sketch.
Mount a sample of channel, with a cleanly cut end,
on to the blade with the bottom flange in line with
bottom cutting face and the inside of the web square
and in line with the inside web cutting face, as
shown in sketch.
Having mounted channel correctly, scribe round inside of channel flanges.
•
Remove blade from carrier.
•
With ‘mark out’ A continue inner flange line as shown.
•
With ‘mark out’ B continue line from radius square to
cutting face. Allow a small clearance when grinding to
permit easy passage of channel.
Grinding
Grind insert blades to lines scribed, shown shaded in sketch.
When hand grinding, if using face of grinding wheel,
ensure angle between face of insert and cutting face
does not exceed 90 degrees.
Top Inside Flange cutting
Inside Web
cutting Face
Bottom Flange cutting
Blade must
seat squarely
on both faces
A
B
Face of
Insert







































































