















R0460 473 074/E090605/PNO TAG
Tradesarc 200
-- 27 --
bh37ma
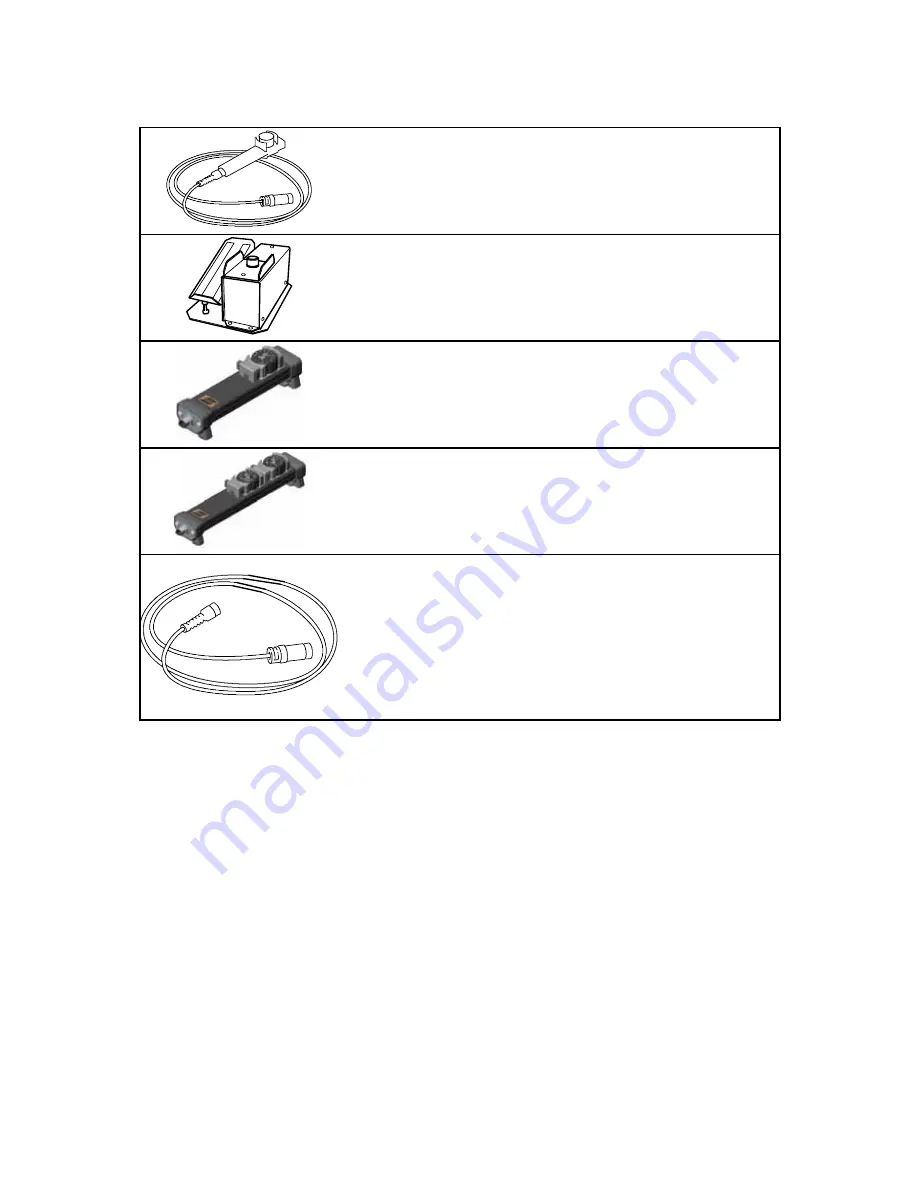
Remote control MMA 1
(10 m cable) . . . . . . .
MMA and TIG: current
0349 501 024
Foot control FS002
. . . . . . . . . . . . . . . . . . . . . .
MMA and TIG current
0349 090 886
Remote control unit AT1
. . . . . . . . . . . . . . . . .
MMA and TIG: current
0459 491 896
Remote control unit AT1 CF
. . . . . . . . . . . . .
MMA and TIG: rough and fine setting of
current.
0459 491 897
Remote cable 12 pole -- 8 pole
5 m . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10 m . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15 m . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
25 m . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
0459 552 880
0459 552 881
0459 552 882
0459 552 883
Summary of Contents for Tradesarc 200
Page 17: ... 17 p ...
Page 18: ...Diagram 18 bh37e Tradesarc 200 ...
Page 19: ... 19 bh37e ...
Page 20: ... 20 p ...
Page 23: ...Tradesarc 200 R0460 473 074 E090605 PNO TAG 23 bh37maa2 ...
Page 25: ...Tradesarc 200 R0460 473 074 E090605 PNO TAG 25 bh37mab2 ...







































































