









2202L5JE-DA-C5-N_2015.05.
5 Maintenance and Inspection
Compound 2-stage Screw Compressor
5.5
Reassembly
1612LSC Speed Increaser Type
5-51
When installing the disassembled thrust bearing as is, check the M/F engravings
on the thrust bearing outer race spacers and thrust bearing alignment spacers,
and reassemble them in the same way as before disassembly. This is essential to
control the end clearance of the rotor discharge side.
Even if the same bearing is reassembled, small pieces of paint or dirt between the
spacers and washers can cause dimensions to become incorrect.
Regarding the direction of thrust bearing assembly, there may or may not be a
V-shaped mark for assembly on the outer side of the bearing. Follow the
instructions below accordingly.
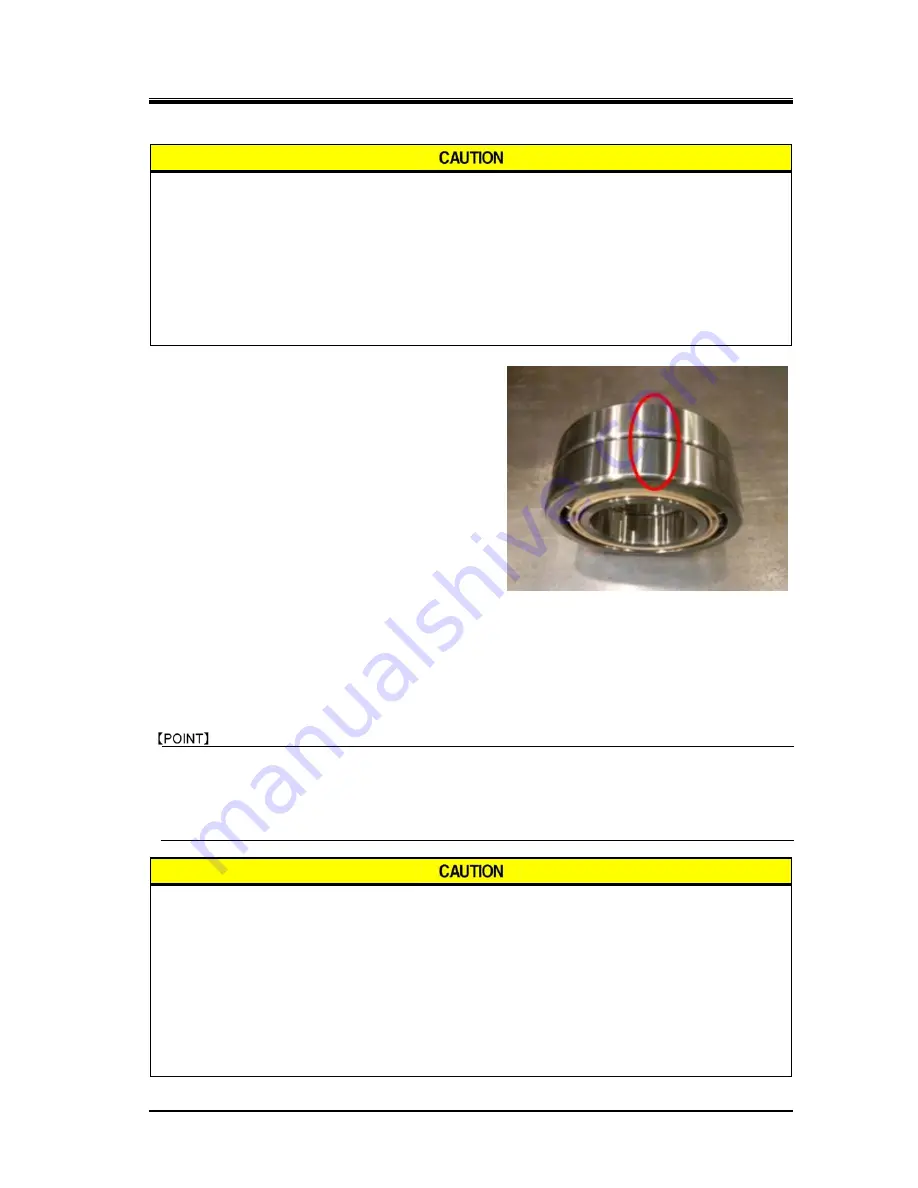
a) The procedure for assembling this block is
described in Figure 5-15. The important points are
explained below.
If there is a V-shaped mark for assembly on the
outer side of the thrust bearing (right picture), install
with the pointed end of the mark on the inner side of
the machine due to a slight directional difference
that affects end clearance adjustment.
If there is no V-shaped mark, assembly direction
does not affect end clearance adjustment. However,
to clarify the difference between the inner side and
outer side of the machine, after assembling with the
bearing number engravings on the outer side, make
a V-shaped mark using blue whetstone on the
machine’s inner side of the bearing.
b) After the thrust bearing has been installed, attach the thrust washer, lock washer, and torsional slip
washer. Then, tighten the lock nut at the specified torque or within the specified range of the
tightening angle (refer to Chapter 7, Section 7.3 "Tightening Torques for Bolts and Nuts" in this
manual) to secure the inner race of the thrust bearing on the rotor shaft.
c)
After assembling the thrust bearing, rotate the M rotor shaft with your hand and check that it rotes
smoothly.
Tightening the lock nut while keeping the setting position between the lock nut wrench hooks
and the lock nut grooves may cause to make the rotor run-out to enlarge due to uneven
tightening forces.
Change the setting position between the lock nut wrench hooks and lock nut grooves about four
times when fastening the lock nut.
Since the inner race of the thrust bearing is lodged for ease of access at the
assembly site and is secured by the tightening force of the nut alone, the
tightening work is very important!
If the thrust bearing has been replaced, the difference between the bearing inner
race and outer race surfaces is different even if within standard values.
Therefore, fully tightening the nut from the start may lead to a noticeable
reduction in the life of the bearing due to a lack of end clearance between the
rotor and bearing head discharge side edge, and indentations on the contact
surface from ball pressure. To avoid this, check for end clearance while
tightening.