


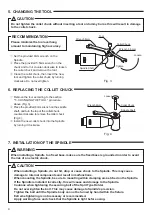




CAUTION
・
How to confirm the correct tightening or clamping of the Spindles in the holder : In case of use
a brushless motor.
Measure the current value of the CONTROLLER's power cord by the clamp meter.
Fasten the holder so that the increase in the no-load current value (during rotation at the
maximum rotation speed) with the Spindle fastened is 10mA (for type 200V / 230V) or less,
compared to the no-load current value (during rotation at the maximum rotation speed)
without fastening the Spindle. Do not over-tighten the Fastening Bolt. It may damage Spindle's
precision and shorten the life of the bearings.
・
The final responsibility for ensuring holder's safety for use in a given application is left to the
designer of the equipment in which NAKANISHI's Spindle is installed.
NAKANISHI offers Spindles with a wide variety of capabilities and specifications.
Please carefully check the Spindle's specifications against the requirements of your equipment
and verify suitability and safety of the Holder prior to initial use.
6
③
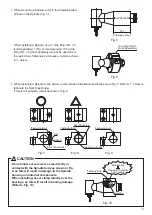
How to fabricate the Split Type Holder
(1) Rough bore the inside diameter of the Split
Type Holder.
(2) Cut a slit. (Ex. Slit 2mm) wide
(3) Tighten the Screw for Removal and Force
Open the Slit Area.
(4) Insert a spacer (Ex. thickness = 2mm) into
the Slit Area.
(5) Loosen the Screw for Removal, and tighten
the fastening bolt with the specified torque.
(6) Finish the Split Type Holder so that the
inside diameter of the Split Type Holder is
ȭ
30 with its tolerance range from - 0.01mm
to - 0.015mm, and its roundness and
cylindricity of less than 5μm.
(7) When inserting the Spindle loosen the
Fastening Bolt and twist the Screw for
Removal, and widen the Slit Area.
Front View
Fastening Bolt
Slit
Side View
Fastening Bolt
Screw for Removal
Spacer
Fastening Bolt
Spacer
Screw for Removal
Spacer
Fig. 11
Steps
1
2
3
4
Air Pressure (MPa)
For Air Motor
0.1
0.2
0.3
0.4
Rotation Speed (min
-1
) (rpm) For Brushless Motor
5,000
10,000
15,000
20,000
Rotation Time (min)
15
10
10
15
Items to Check
No Abnormal
Noises.
The Spindle housing temperature during
the break-in process should not exceed
20 degrees C (36 degrees F) above
ambient temperature. Should the Spindle
exceed this limit, rest the Spindle for at
least 20 minutes and re-start the break
in procedure from the beginning. If the
housing temperature rises again and
exceeds 20 degrees C (36 degrees F)
above ambient temperature, check the
Spindle and motor for proper installation.
The Spindle
housing
temperature
during the break-
in process should
not exceed
20 degrees C
(36 degrees F)
above ambient
temperature.
Table 1.
8
. BREAK-IN PROCEDURE
During transportation, storage or installation, the grease inside the bearings will settle. If the Spindle is suddenly run at
high-speed, the grease will be ejected from the bearings, causing excessive heat that will cause bearing damage. After
installation, repair, initial operation, or long periods of non operation, please follow the break-in procedure detailed in Table 1.







































































