























Polski
34
Ustawienie głębokości frezowania (c)
Głębokość frezowania można ustawić różnie w zależności od obróbki,
i to nawet w kilku stopniach. Za pomocą stopniowego ogranicznika (14)
można wstępnie ustawić w sumie trzy głębokości frezowania.
Ustawienie głębokości frezowania można przeprowadzić tylko
wtedy, kiedy maszyna jest wyłączona.
Maszynę położyć na obrabiany przedmiot.
1 Poluzować śrubę skrzydełkową (18) do ogranicznika głębokości
tak, aby ogranicznik swobodnie się poruszał.
2 Stopniowy ogranicznik (14) ustawić na najniższym stopniu; ogra-
nicznik odczuwalnie zaskoczy.
3 Obracając pokrętłem (7) regulującym głębokość frezowania (po-
krętło zewnętrzne) poruszać ogranicznikiem głębokości (4) w dół,
dopóki nie osiądzie na stopniowym ograniczniku.
4 Dźwignię zaciskową poluzować poprzez obrócenie do lewa i ma-
szynę powoli przycisnąć w dół tak, aby frez dotknął powierzchni
obrabianego przedmiotu.
Dźwignię zaciskową obrócić ponownie do prawa, aby maszynę
ustalić w danej pozycji.
Uwaga: Poprzez poluzowanie śruby zabezpieczającej (9) można dźwig-
nię zaciskową (8) dodatkowo przesunąć do odpowiedniej pozycji.
5 Skalę regulacji głębokości frezowania (pokrętło wewnętrzne (6))
ustawić na „0“ (wskaźnik (5)). Należy uważać, aby ogranicznik głę-
bokości nie poruszał się do góry, w przeciwnym razie nie można
zagwarantować wyrównanie do zera.
6 Wymaganą głębokość frezowania x ustawić obracając pokrętłem
regulacyjnym (7). Ustawiona głębokość frezowania jest do od-
czytania na skali (6) i wskaźniku (5)
(1 obrót = 25 mm / 1 dział-
ka = 0,5 mm)
.
Ponownie dokręcić śrubę skrzydełkową (18).
Uwaga: Po każdej wymianie frezu lub przekręceniu pokrętła
wewnętrznego należy ponownie wykonać wyrównanie do
zera!
Wstępne ustawienie głębokości frezowania należy sprawdzić za pomocą
prób praktycznych i ewentualnie wykonać dostrojenie.
Zastosowanie stopniowego ogranicznika
a) Podział na więcej kroków roboczych
W przypadku większych głębokości frezowania zalecane jest wyko-
nanie większej ilości zabiegów usuwania materiału z mniejszą ilością
usuwanych wiórów. Za pomocą stopniowego ogranicznika (14) można
frezowaną głębokość podzielić na więcej stopni.
Za pomocą najniższego stopnia ogranicznika stopniowego ustawić
pożądaną głębokość frezowania. Następnie wybrać dla pierwszych ro-
boczych usunięć wyższe stopnie ograniczenia.
b) Wstępne ustawienie różnych głębokości frezowania
Jeżeli do obróbki jednego przedmiotu potrzebne są różne głębokości
frezowania, można je wstępnie ustawić za pomocą stopniowego
ogranicznika (14).
Ustawienie dla trzech stopni głębokości obróbki przeprowadzane jest
zgodnie z powyżej opisaną procedurą z tą różnicą, że przekręcając
śruby (12) można dodatkowo zmienić różnicę wysokości ograniczników
względem siebie.
Żeby móc zmienić ustawienie śrub (12), trzeba poluzować nakrętki
zabezpieczające (13 – otwór klucza SW 8).
Instrukcje dotyczące pracy
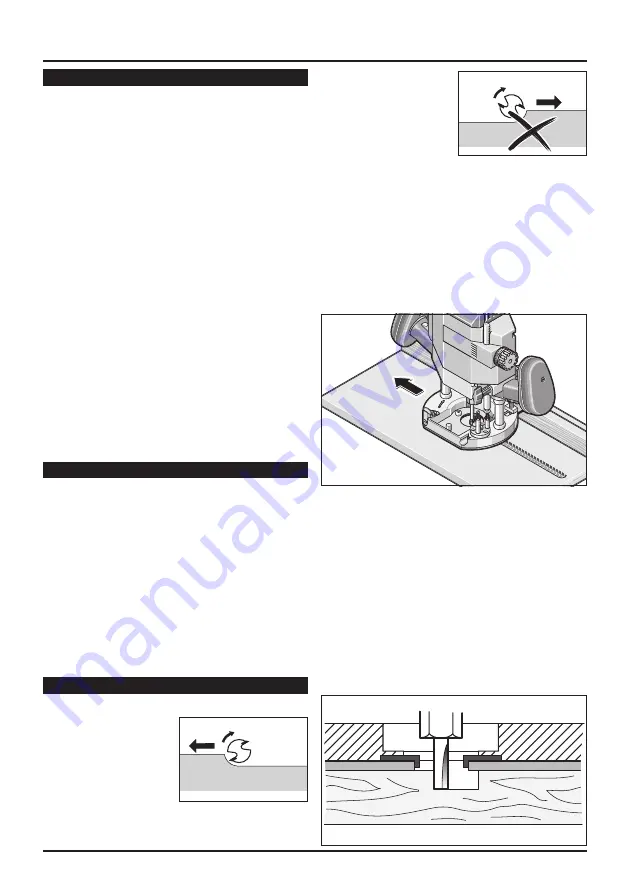
Kierunek frezowania
Frezowanie należy zawsze
wykonywać w kierunku przeci-
wnym do obrotu frezu (bieg
nienastępujący po sobie).
W przypadku frezowania w ki-
erunku zgodnym z obrotem
frezu (bieg następujący po so-
bie) maszyna może się wyrwać
obsłudze z ręki.
Procedura frezowania
Głębokość frezowania ustawić zgodnie z powyższym opisem.
Urządzenie położyć na obrabiany przedmiot i włączyć.
Przycisnąć dźwignię zaciskową (8) i powoli dociskać maszynę w dół,
dopóki pozwala na to ogranicznik głębokości (4). Poprzez wyzwole-
nie dźwigni zaciskowej (8) maszyna zostaje zablokowana. Procedurę
frezowania przeprowadzić z równomiernym posuwem.
Po zakończeniu frezowania maszynę przywrócić do górnej pozycji
i wyłączyć.
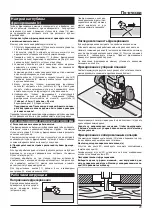
Frezowanie z listwą zderzakową
Odpowiednią listwę zderzakową przymocować do obrabianego przed-
miotu za pomocą właściwego urządzenia mocującego (imadło).
Tylną, prostą, płaską stronę płyty ślizgowej (15) poprowadzić wzdłuż
listwy prowadzącej.
Należy pamiętać o kierunku posuwu: Żeby uniknąć „uciekaniu“
maszyny od listwy zderzakowej, należy prowadzić maszynę zgod-
nie z pokazanym kierunkiem.
Frezowanie z pierścieniem kopiującym
Za pomocą pierścienia kopiującego (30) można przenosić kontury
z wzorów lub szablonów na obrabiany przedmiot.
Montaż adaptera pierścienia kopiującego (e)
Luzując obydwie śruby (29) wyzwolić i usunąć plastikowy pierścień
kopiujący (28).
Zgodnie z rysunkiem nałożyć tuleję kopiującą (30) i przymocować ją
śrubami (29).
Procedura frezowania
Wybrać średnicę frezu mniejszą od średnicy wewnętrznej tulei
kopiującej. Maszynę z pierścieniem kopiującym (30) przyłożyć do
szablonu.







































































