



















Magyar
3
Ismét húzza be a szárnyas csavart (18).
Figyelmeztetés: A marószerszám-csere ill. a belső kör elforgatá-
sa után mindig újra el kell végezni a kinullázást!
A marásmélység nagyjából történt beállításáról próbálkozással kell meg-
győződni és esetleg utánhangolni.
Fokozatos ütközés alkalmazása
a) Több lépésbe való felosztás
Nagyobb marásmélységek esetén ajánlatos több marás elvégzése kisebb
forgácselvétellel. A fokozatos ütközés (14) segítségével a marás mélysége
több fokozatba osztható szét.
A fokozatos ütközés legalacsonyabb fokozatának segítségével állítsa be
a kívánt marásmélységet. Ezután az első marásokhoz válassza ki a felsőbb
ütközési fokozatokat.
b) Különböző marásmélységek beállítása
Ha egy munkadarab megmunkálásakor több marásmélység szükséges,
ezek szintén beállíthatók a fokozatos ütközés (14) segítségével.
A megmunkálás három lehetséges mélységi fokozatának beállítása a fen-
tiekben leírt módon történik azzal a különbséggel, hogy a csavarok (12)
elforgatásával az ütközések egymáshoz viszonyított magasságkülönbsége
utólag módosítható.
A csavarok (12) átállításához ki kell csavarni a biztonsági csavaranyákat
(13-as kulcs SW 8).
Munkautasítások
Marás iránya
A marást mindig a marószer-
szám forgási irányával szemben
kell végezni (nem azonos irányú
mozgás).
A marószerszám forgási irányá-
ban végzett marás esetén (azo-
nos irányú mozgás) a gép kifor-
dulhat a felhasználó kezéből.
Marás menete
A marásmélységet úgy állítsa be, amint az a fentiekben le van írva.
A gépet állítsa a megmunkálandó anyagra és kapcsolja be.
Nyomja meg a rögzítő kart (8) és a gépet lassan nyomja le egészen a mély-
ségütköző (4) érintkezéséig. A rögzítő kar (8) elengedésével rögzítse a gé-
pet. A marást egyenletes mozgatással végezze.
A marás befejezése után állítsa a gépet a felső helyzetbe és kapcsolja ki.
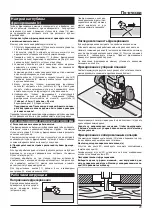
Marás vezetőlista segítségével
Rögzítse a megfelelő vezetőlistát a munkadarabra megfelelő rögzítő szer-
szám (kapocs) segítségével.
A csúszólemez (15) hátsó egyenes sima oldalát vezesse a vezetőlista mentén.
Ügyeljen a mozgatás irányára: A gép vezetőlistától történő "elfutá-
sának" elkerülése érdekében fontos, hogy a gépet az ábra szerint
mozgassa.
Másolólappal való marás
A másolólap (30) segítségével vihetők át a körvonalak a mintákról ill. sab-
lonokról a munkadarabokra.
Másolólap feltétének felszerelése (e)
Mindkét csavar (29) kicsavarásával lazítsa meg és távolítsa el a műanyag
kör alakú borítást (28).
A másoló tokot (30) helyezze fel az ábrázolás szerint és rögzítse mindkét
csavarral (29).
Marás menete
A másoló tok belső átmérőjétől kisebb átmérőjű marószerszámot
válasszon. A gépet a másolólappal (30) helyezze a sablonra.
Nyomja meg a rögzítő kart (8) és a gépet lassan engedje le a munkadarab-
hoz, amíg el nem éri a beállított marásmélységet.
A gépet a kiálló másoló tokkal vezesse enyhe oldalirányú nyomással a sab-
lon mentén.
Hosszanti ütköző segítségével végzett
marás (d)
Csavarja ki a szárnyas csavarokat (23).
A finombeállítás tokját (27) akassza be a megfelelő mélyedésbe az alap-
lapon.
A hosszanti ütközőt (24) a vezető rudakkal (25) helyezze be a tokba (27) és
az alaplapba (17).
Állítsa be nagyjából az ütközőt a kívánt méretre. Húzza be a szárnyas csa-
varokat (23) és a barázdált csavart (26).
A finombeállítás (27) forgatásával végezhető el a párhuzamos ütköző utó-
lagos finombeállítása
(1 egység = 0,1 mm / 1 fordulat = 1,0 mm)
.
Élek vagy alakok marása
Élek marásakor vagy vezetőütköző nélküli alakmaráskor a marószerszám-
nak vezetőcsappal vagy golyós csapággyal kell felszerelve lennie.
A gépet oldalról közelítse a megmunkálandó anyaghoz és csak akkor mar-
jon bele, ha a marószerszáőm vezetőcsapja vagy a golyós csapágya hozzá-
ér a megmunkált anyag megmunkálandó éléhez. A gépet mindkét kézzel
vezesse a megmunkálandó anyag éle mentén, közben ügyeljen arra, hogy
a gépet megfelelő szög alatt mozgassa. A túl erős nyomás megsértheti
a megmunkálandó anyag élét.
Karbantartás
A helyes és biztonságos munkavégzés érdekében tartsa tisztán a gé-
pet, marószerszámot és a munkaterületet.
A kábel csak olyan elektrotechnikai szakszervizben cserélhető ki,
amely jogosult ilyan munkák végzésére.
A motorház szellőző nyílásainak nem szabad eltömődniük.
Az oszlopok vezetését néha tisztítsa meg, aztán kenje meg.
Körülbelül 200 üzemóra után a következő munkákat kell elvégezni:
Szénkefék ellenőrzése. Az 5 mm-nél rövidebb keféket újakra kell cse-
rélni.
A kenőzsír cseréjét a váltószekrényben és a csapágyakban.
A védelmi osztály megőrzése érdekében a gépet biztonsági szempontból
ellenőrizni kell, ezért ezeket a munkákat olyan elektrotechnikai szakszeviz-
ben kell elvégeztetni, emely jogosult ilyen munkák elvégzésére.







































































