





























Tucker GmbH,
Mail / Post:
Max-Eyth-Str.1, 35394 Gießen, Germany
Stud welding unit N800i
As of 24.08.2021
Manual part number: BE 1227
94
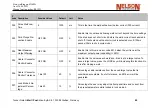
7.2 Weld Quality Problems
8
Problem
Possible Cause
Solution
Weld appears
“hot”
Time setting or
current setting is too
high.
Check the stud burn-off. If the burn-off is much greater than what is typical for that
diameter stud, the time and current settings may not be correct. Consult Section 2.6
to ensure proper current and time settings are being used. Reduce the current
setting and perform weld inspections as described in Sections 2.7.4, and 2.7.5.
Plunge is too short.
Plunge is measured by the amount of stud protruding beyond the bottom edge of the
ferrule. Consult Section 2.6 to ensure proper plunge settings are being used, and
correct, if necessary.
Incorrect ferrule.
Ensure that the ferrule being used in the welding process is the proper ferrule for
the stud size and application.
Plunge dampening is
too great.
If the gun is a Heavy Duty gun, it is equipped with Tranquil Arc®. Back out the clear
plastic plunge dampener housing to decrease the free travel.
Summary of Contents for N800iTM
Page 18: ......







































































