

























SECTION 00 - GENERAL INFORMATION
00-12
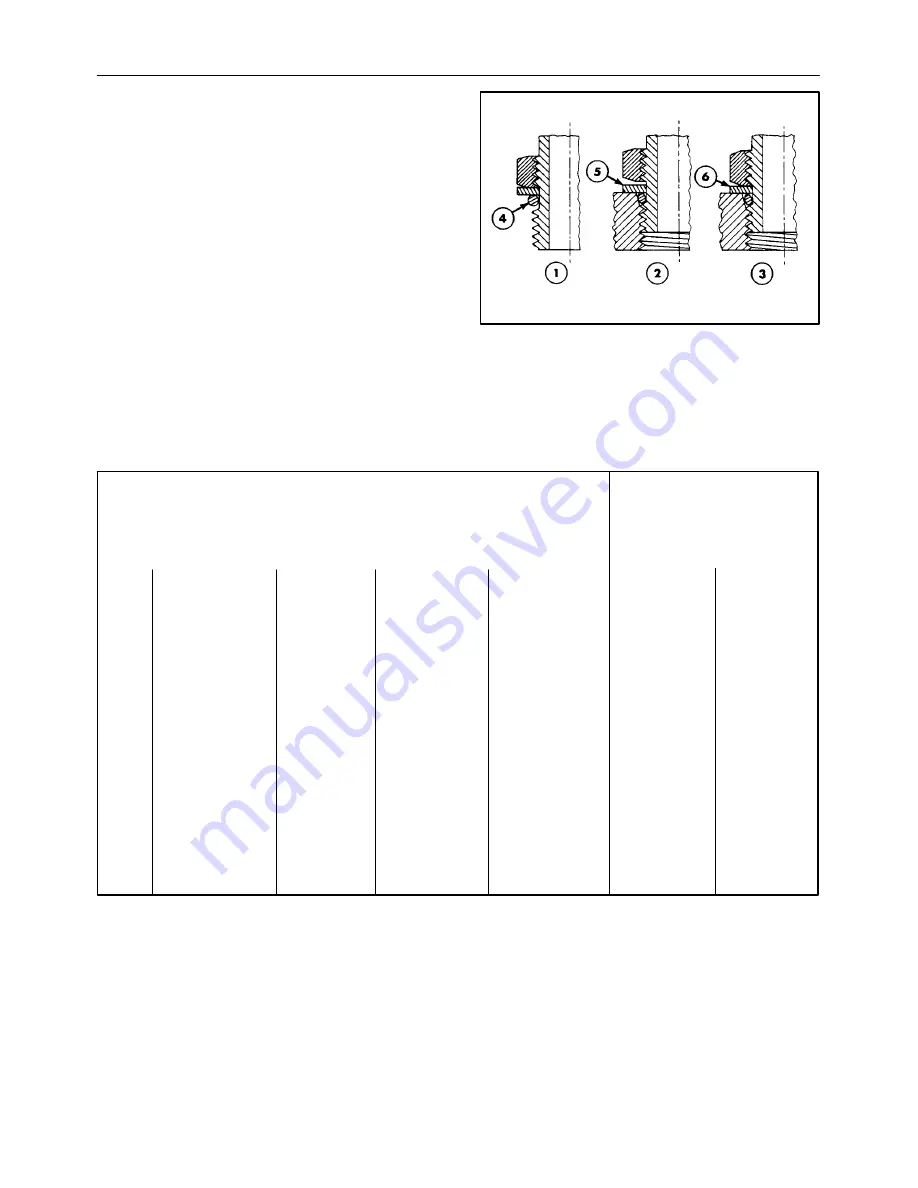
INSTALLATION OF ADJUSTABLE
FITTINGS IN STRAIGHT THREAD O RING
BOSSES
1. Lubricate the O ring by coating it with a light oil or
petroleum. Install the O ring in the groove
adjacent to the metal backup washer which is
assembled at the extreme end of the groove, 4.
2. Install the fitting into the SAE straight thread boss
until the metal backup washer contacts the face
of the boss, 5.
NOTE: Do not over tighten and distort the metal
backup washer.
3. Position the fitting by turning out
(counterclockwise) up to a maximum of one turn.
Holding the pad of the fitting with a wrench,
tighten the locknut and washer against the face
of the boss, 6.
3
STANDARD TORQUE DATA FOR HYDRAULIC TUBES AND FITTINGS
FOOT
POUNDS
6
10
15
25
35
60
70
80
95
120
250
10
15
20
30
40
70
80
90
115
140
300
FOOT
POUNDS
8
14
20
34
47
81
95
108
129
163
339
9
12
21
35
53
77
90
110
140
160
225
12
15
24
40
53
82
100
120
150
175
240
16
20
33
54
79
111
136
163
204
237
325
12
16
29
47
72
104
122
149
190
217
305
NEWTON
METERS
6.4
7.9
9.5
12.7
15.9
19.1
22.2
25.4
31.8
38.1
50.8
mm
4
5
6
8
10
12
14
16
20
24
32
1/4
5/16
3/8
1/2
5/8
3/4
7/8
1
1-1/4
1-1/2
2
7/16-20
1/2-20
9/16-18
3/4-18
7/8-14
1-1/16-12
1-3/16-12
1-5/16-12
1-5/8-12
1-7/8-12
2-1/2-12
14
20
27
41
54
95
109
122
158
190
407
TUBE NUTS
FOR 37
°
FLARED FITTINGS
O RING BOSS PLUGS
ADJUSTABLE FITTING
LOCKNUTS, SWIVEL
JIC - 37
°
SEATS
TORQUE
TORQUE
SIZE
TUBING
OD
THREAD
SIZE
NEWTON
METERS
Min.
Max.
Min.
Max.
Min.
Max.
Min.
Max.
In.
These torques are not recommended for tubes of
12.7 mm (1/2
″
) OD and larger with wall thickness of
0.889 mm (0.035
″
) or less. The torque is specified for
0.889 mm (0.035
″
) wall tubes on each application
individually.
Before installing and torquing 37
°
flared fittings,
clean the face of the flare and threads with a clean
solvent or Loctite cleaner and apply hydraulic sealant
Loctite no. 569 to the 37
°
flare and the threads.
Install fitting and torque to specified torque, loosen
fitting and retorque to specifications.






















































