





























18
Shark HD 500 Series User’s Manual
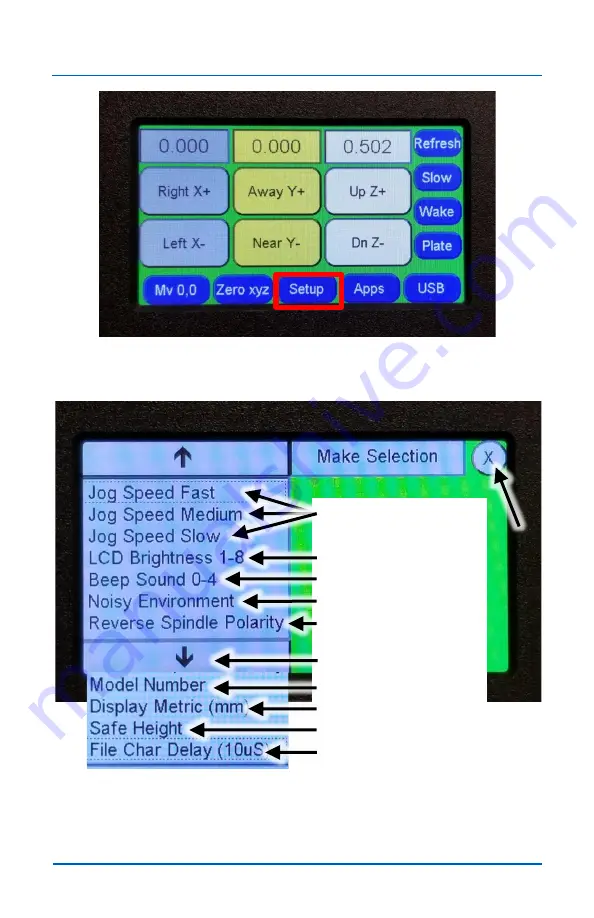
Setup Menu Screen
Press the
Setup
button to open the Setup submenu screen
(below).
See page 19
See page 20
See page 20
See page 21
See page 21
Scroll down arrow
See page 22
See page 23
See page 24
See page 25
The
Setup
submenu contains options for controlling how the
Pendant functions. Press a submenu item to open the settings
screen for that option. To return to the Main Control Screen,
press
X Press
in the upper right corner.







































































