





























Summary of Contents for DSP LASER AP
Page 2: ......
Page 4: ......
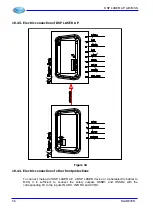
Page 50: ...DSP LASER AP with MCS Figure 34 44 DLAM01EN...
The NUOVA ELETTRONICA DSP LASER AP boasts advanced DSP technology for precise laser processing. Ensure optimal performance with our detailed Instruction Manual. Download it for free from our website to easily set up and operate your laser system. Enjoy efficient and accurate laser applications with ease.
Page 2: ......
Page 4: ......
Page 50: ...DSP LASER AP with MCS Figure 34 44 DLAM01EN...







































































