




























DSP LASER AP with MCS
Warning
:
This function must be used only when strictly necessary for the type of
work to executed. It is then responsibility of the employer to verify the
correct use of the function and forbid its abuse.
Here below some examples are reported which could require the use of
the blanking.
•
Bending of the box of special shape
The bending of the classic box is bound to the correct positioning of the piece, both
against the rear backgauges and centered with respect to the punch. This centering
operation generally requires the positioning just before the punch touches the sheet.
For this reason, it is good thing that the command circuit of the press is realized in
such a way that the operator can select the table automatic stop function in the speed
change point. The piece can then be placed in the correct bending position.
A possible reason for the activation of the blanking function is the shape of the piece
which could forbid the insertion of the piece itself between the tools when the punch is
still at the speed change point.
Obvioulsy these operating modes can be exploited to executed bends only along the
edge of the lifted side and not inside the box. In this case, the lifted side will intercept
the central part of the field, which can be inhibited only during the closing movement
at low speed.
•
Small size bending.
The shape of the detection area has been properly shaped in the rear part to limit the
interference with the rear backgauges. This does not exclude that the final position or
the shape of the rear backgauges could shade the rear part of the detection area.
•
Small size pieces
The shape of the detection area has been properly shaped in the front part to limit the
interference with the operator. However, a very small size of the piece can bring to a
shading of the detection area due to the presence of the operator’s fingers.
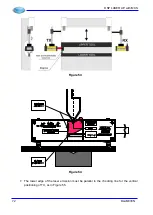
The central area of DSP LASER AP RX remains active during the closing movement in high
speed in any operating mode. The shading of the central area must always cause the stop
of the press when the closing speed exceeds 10 mm/s.
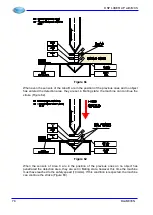
For this reason the central detection area must be slightly moved, with respect to the punch
tip, towards the press back.
Residual
risk
:
The blanking of part of the detection area can introduce residual risks (see
chap. 12 Residual risks) due to the shape of the tool and of the worked
piece (e.g. side of the box). In fact, potential dangers of squashing
between the part of the unprotected tool and the piece under processing
or the die or the rear backgauges.
The operator must be informed about these risks. Task of the department
responsible is to evaluate, depending on the shape and the installation of
the dies and the bending sequence, the risks and to inform the operator,
before enabling the operating mode by means of key selector.
The safety device DSP LASER can realize the blanking function in two different ways,
depending on the MCS programming. It is then necessary to make sure which operating
mode is present on the device.
The two different blanking function modes foresee the same characteristics of the blanking
state. The difference consists only in the way the blanking state is reached and maintained.
DLAM01EN
81
Summary of Contents for DSP LASER AP
Page 2: ......
Page 4: ......
Page 50: ...DSP LASER AP with MCS Figure 34 44 DLAM01EN...







































































