




























DSP LASER AP with MCS
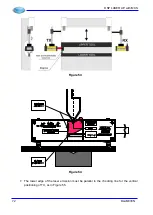
Mode 1: Detection area fully active
The normal bending of sheets allows keeping the whole detection area active during the
phase of fast approaching of the tool. Even the bending of boxes can take place with the
detection area fully active. In fact, it is sufficient to equip the press with the function of
automatic stop at the speed change point and to insert the piece between the tools only
after that the punch has stopped.
Figure 64
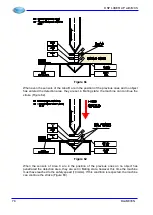
All the receiving areas are active and the shading of any receiving element causes the OFF
state of the RX outputs. The MCS control device immediately stops the closing movement
of the machine in high speed (> 10 mm/s).
Persisting the shading condition of a part or all the detection area, the release of the
downstroke command and the new pressure causes the machine can continue the closing
stroke in reduced speed (less than or equal to 10 mm/s).
Instead, removing the obstacle returns the outputs to ON state and, then, it is possible to
command again the downstroke of the press in high speed.
DLAM01EN
83
Summary of Contents for DSP LASER AP
Page 2: ......
Page 4: ......
Page 50: ...DSP LASER AP with MCS Figure 34 44 DLAM01EN...







































































