





























44
PL
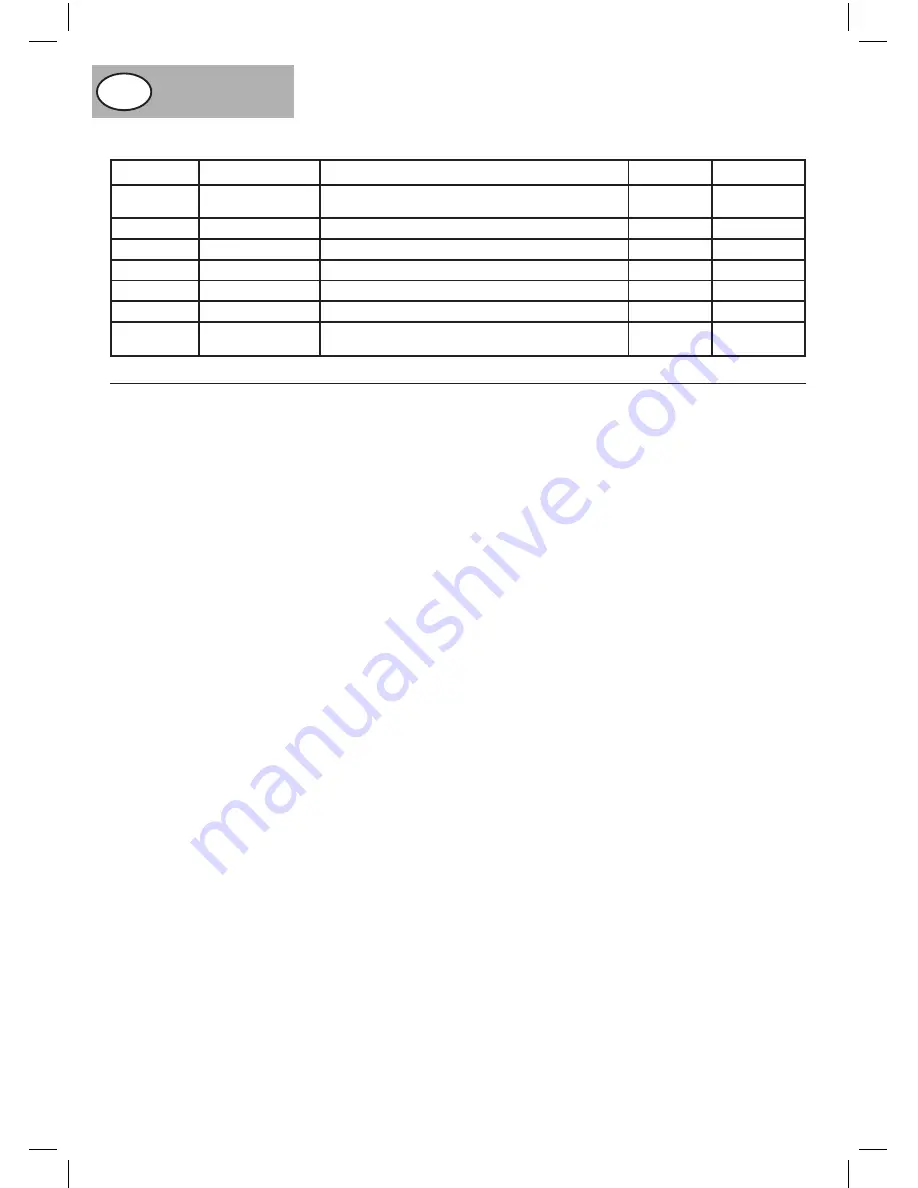
TABELA 1
Odniesienie Opis
Smarowanie
Metoda
Częstotliwość
7.1
Skrzynka
przekładniowa
Koła zębate i łożyska
Spryskiwanie
Co 60 dni
7.2x4
Suport
Prowadnice ślizgowe sań wzdłużnych
Bańka oliwy
Codziennie
7.3x3
Sanie composita
Prowadnice ślizgowe sań i gwint śruby operacyjnej
Bańka oliwy
Codziennie
7.4x2
Kieł konika
Gwint śruby i wałka
Bańka oliwy
Codziennie
7.5x3
Gwint wewnętrzny
Wsporniki głowicy, kieł konika oraz gwint wewnętrzny Bańka oliwy
Codziennie
7.6x2
Sanie poprzeczne
Prowadnice ślizgowe sań oraz gwint śruby operacyjnej Bańka oliwy
Codziennie
7.7
Gwintowane koła
zębate
Koła zębate
Lekkie
spryskanie
Codziennie
INSTRUKCJE OBSłUGI
MONTAŻ I DEMONTAŻ UCHWyTU TOKARKI (RyS. 8)
Uchwyt tokarski dostarczony wraz z urządzeniem jest
uchwytem samocentrującym, trzyszczękowym; przymocowany
jest do tarczy zabierakowej trzema śrubami imbusowymi (Rys.
8) (8.1). Zabezpieczyć łoże tokarki szmatką lub kawałkiem
drewna. Ponieważ przestrzeń pomiędzy tylną częścią
tarczy zabierakowej a głowicą uchwytu narzędziowego jest
ograniczona, należy zastosować klucz imbusowy krótki.
Wykręcić trzy śruby imbusowe i wyjąć uchwyt tokarski. Aby
ponownie zamontować uchwyt należy powtórzyć procedurę
demontażu w odwrotnej kolejności.
WyMIANA SZCZęK TOKARKI (RyS. 9)
Istnieją dwa rodzaje szczęk, które mogą być używane z
uchwytem samocentrującym trzyszczękowym, aby wywierać
nacisk z zewnątrz na obrabiany przedmiot lub też od
wewnątrz na wklęsłych elementach. Szczęki zamontowane
są na obudowie uchwytu za pomocą rowka teowego (Rys.
9) (9.1) i uruchamiane są przez przekładnię zębatą o zębach
krzywoliniowych (Rys. 9) (9.2) , która zachodzi na oodpowiednią
ilości rowków wyżłobionych w tylnej części każdej szczęki
(Rys. 9) (9.3). Obracając wpust uchwytu, przekładnia zębata o
zębach krzywoliniowych obraca się otwierając lub zamykając
szczęki. Podczas wymiany szczęk, ważne jest aby wyjmować
je we właściwej kolejności. Na każdej szczęce wytłoczony jest
numer identyfikacyjny, który odpowiada numerom, wydrowanym
na rowkach ustawienia szczęk, znajdujących się na obudowie
uchwytu tokarskiego (Rys. 9) (9.4). W przypadku wyjmowania
szczęk należy postępować zgodnie z ustaloną kolejnością (3-2-
1). Natomiast podczas ponownego montażu należy je włożyć
w odwrotnej kolejności (1-2-3). Po zamontowaniu szczęk
dokręcić je do końca i sprawdzić, czy każda z nich została
prawidłowo ustawiona. Jeżeli powierzchnie wywierające nacisk
nie pokrywają się należy wymontować szczęki i powtórzyć
procedurę.
SANIE COMPOSITA (RYS. 10)
Sanie composita mogą być regulowane celem umożliwienia
toczenia powierzchni kątowych oraz prawidłowego ułożenia
noża tokarskiego względem obrabianego przedmiotu. Aby
ustawić przewidziany kąt należy poluzować dwie nakrętki
mocujące (Rys. 10) (10.1), ustawić żądany kąt za pomocą
podziałki skalowanej (Rys. 10) (10.2) i ponownie dokręcić obie
nakrętki.
IMAK NARZęDZIOWy (RyS. 11)
Imak narzędziowy zamontowany jest nad saniami composita i
służy do zamocowywania do czterech różnych noży tokarskich
(Rys. 11) (11.1). Imak narzędziowy może obyć obracany i
blokowany w jakimkolwiek położeniu, aby dokonać zmiany noża
i umożliwić prawidłowe jego ustawienie względem obrabianego
przedmiotu za pomocą dźwigni blokującej, znajdującej się nad
nim (Rys. 11) (11.2).
FUNKCJONOWANIE GWINTOWNIKA (RYS. 12)
Gwintownik (Rys. 12) (12.1) wykonuje dwie funkcje, a przede
wszystkim używany jest do toczenia gwintów. Jeżeli zespół
przekładni zębatych używany do gwintowania zostanie
ustawiony na określony wymiar gwintu, włączenie gwintownika,
za pomocą dźwigni (Rys. 12) (12.2), umożliwia posuw wzdłużny
i automatyczne jego funkcjonowanie przy prawidłowej prędkości
skrawania dla określonego rodzaju gwintowania.
Uwaga: Po zakończeniu każdego przejścia skrawającego
należy ręcznie wyłączyć gwintownika.
Drugą funkcją gwintu jest zagwarantowanie wzdłużnego
uruchomienia automatycznego suportu, podczas toczenia
równoległego. Prędkość przejścia zostanie określona przez
ustawienie zespołu przekładni zębatych skrawania oraz
prędkości obrotowej głównego uchwytu tokarki.
KIEł KONIKA (RyS. 13)
Kieł konika używany jest do podtrzymywania długich lub
cienkich obrabianych przedmiotów, gniazdo wrzeciona posiada
wewnętrzny stożek Morse’a i może pomieścić określoną ilość
różnych rodzajów kłów dla dla danego stożka Morse’a, wrzeciona
uchwytów wiertarskich oraz inne akcesoria, znajdujące się w
wyposażeniu z uchwytem narzędziowym i stożkiem Morse’a
(Rys. 13) (13.1). Kły i inne akcesoria można wyjmować
Summary of Contents for MC550
Page 7: ...7 10 8 7 4 35 36 11 1 2 3 21 5 6 19 20 26 22 23 25 24 16 9 14 12 13 27 30 31 33 34 27 32 28 1 ...
Page 8: ...8 4 2 2 5 3 7 6 2 1 2 2 3 1 4 1 4 1 5 1 6 1 7 5 7 5 7 5 7 4 7 3 7 2 7 2 7 7 7 1 7 6 ...
Page 10: ...10 1 6 01 0 5 0 15 15 2 15 15 2 15 1 15 3 15 4 15 5 ...
Page 41: ...41 PL ...
Page 89: ...89 ...
Page 90: ...90 ...































































