





























3
Heating Cable Repair
36
|
nVent.com
This step must be done with great care as excess heat
will cause the air within the joint to expand and cause a
pinhole in the braze.
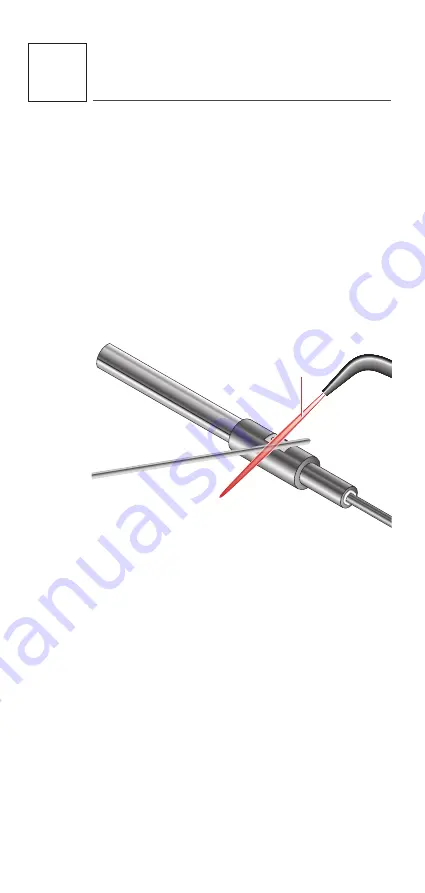
Using the oxy-acetylene torch with a small flame, heat
the joint body and apply a small amount of white flux
over the screw. Continue heating and completely fill the
recessed area with silver braze, then remove the heat
(Figure 41).
Holding the heat on the joint body for very long will lead
to outgassing from the MgO and this can cause pinholes
in the braze. If this occurs, allow joint body to cool for a
couple of minutes and then repair.
Small flame
Figure 41: Apply flux and braze over fill hole







































































