





























MANUTENÇÃO
4 PT
PT
vo entra em funcionamento quando é alimentado o gerador, as-
sim como, durante o período de controle inicial, em que esiste
uma qualquer carga ou curto-circuito, é visto como uma anomalia
que causa a desactivação da potência de saída.
4.0
MANUTENÇÃO
ATENÇÃO: DESLIGUE A FICHA DE ALIMENTAÇÃO E, DE
SEGUIDA, AGUARDE PELO MENOS 5 MINUTOS ANTES DE
EFECTUAR QUALQUER INTERVENÇÃO DE MANUTENÇÃO.
A FREQUÊNCIA DE MANUTENÇÃO DEVE SER AUMENTADA
EM CONDIÇÕES DE UTILIZAÇÃO EXIGENTES.
De três (3) em três meses, realize as seguintes operações:
a. Substitua as etiquetas que não estiverem legíveis.
b. Limpe e aperte os terminais de soldadura.
c. Repare ou substitua os cabos de soldadura danificados.
d. Mande substituir por pessoal especializado o cabo de al-
imentação caso esteja danificado.
De seis (6) em seis meses, realize as seguintes operações:
Limpe o pó do interior do gerador utilizando um jacto de ar seco.
Aumente a frequência desta operação quando trabalhar em am-
bientes com muito pó.
5.0
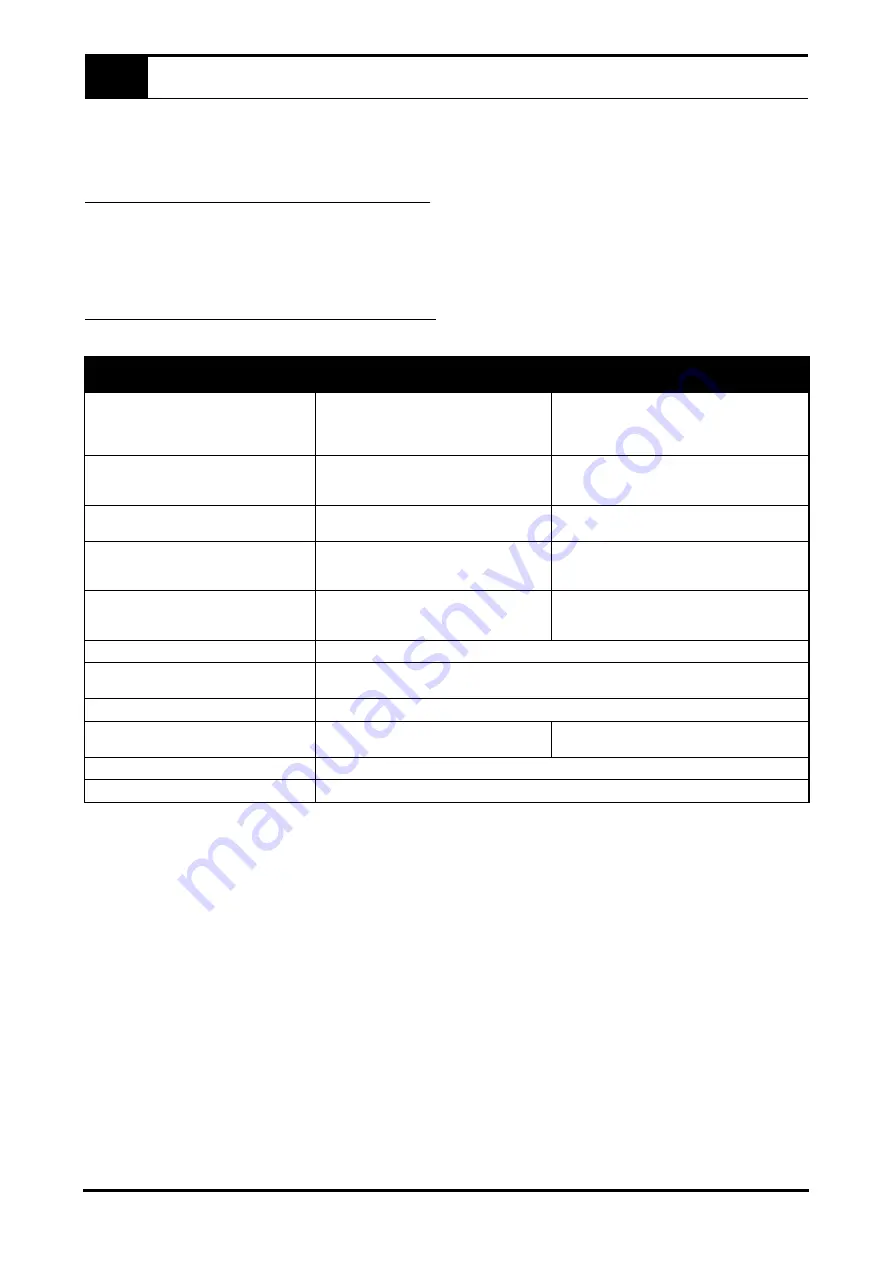
TIPOS DE AVARIAS / DEFEITOS DE SOLDADURA – CAUSA- SOLUÇÕES
TIPO DE AVARIAS –
DEFEITOS DE SOLDADURA
CAUSAS POSSíVEIS
CONTROLE E SOLUÇÕES
O gerador não solda: o instrumento digital não
está iluminado
A) O interruptor geral está desligado.
B) O cabo de alimentação interrompido (falta de
uma ou mais fases).
C) Outras
A) Ligar o interruptor geral.
B) Verificar e reparar .
C)Pedir um controle ao Centro de Assistência.
Durante o trabalho de soldadura inesperada-
mente a corrente de saída interrompe-se desli-
ga-se o sinal verde e liga-se o sinal amarelo.
Se se verifica alta temperatura intervém-se com
a protecção térmica. (Ver os ciclos de trabalho).
Deixar o gerador ligado e esperar que arrefeça (10-15
minutos) até à reparação da protecção e ao desligar
do sinal amarelo.
O gerador não solda: permanece ligado o sinal
verde mesmo no vazio.
Há um problema no circuito do gerador.
Pedir um controle ao Centro de Assistência.
Potência reduzida da soldadura.
Cabos de ligação de saída não unidos correcta-
mente. Falta de uma fase.
Controlar a integridade dos cabos, que a pinça de
massa seja suficiente e que seja aplicada na peça
para soldar sem ferrugem, verniz ou gordura.
Salpicos excessivos.
Arco longo de soldadura.
Corrente de soldadura elevada.
Polaridade da tocha incorrecta.
Baixar a regulação do arc-force.
Diminuir o valor de corrente inicial.
Fendas.
Afastamento rápido dos eléctrodos separados.
Inclusões.
Falta de limpeza ou de distribuição da pintura.
Movimento defeituoso do eléctrodo.
Penetrações insuficientes.
Velocidade alta de avanço. Corrente de soldadura demasiado baixa.
Colagens.
Arco de soldadura muito curto.
Corrente muito baixa.
Aumentar o arc-force.
Aumentar o valor da corrente inicial.
Saídas de ar e porosidade.
Eléctrodos húmidos. Arco longo. Polaridade tocha incorrecta.
Uniões.
Correntes muito elevadas. Materiais sujos.







































































