





























3 CS
OVLÁDAČE
CS
7.
Na jednotce nastavte sváření obalenou elektrodou (Odkaz 1
- Obrázek 1 Strana 3.).
8.
Svářecí proud nastavte potenciometrem (Odkaz 3 - Obrázek
1 Strana 3.).
9.
Zapněte zdroj energie.
2.4
PŘIPOJENI A PŘÍPRAVA ZAŘÍZENÍ NA OBLOUKOVÉ
SVÁŘENÍ WOLFRAMOVOU ELEKTRODOU V OCHRA-
NĚ PLYNŮ S ODDÁLENÍM (TIG LIFT)
• PŘED ZAČÁTKEM PŘIPÁJENÍ VYPNĚTE SVÁŘECÍ STROJ
Všechno svářecí příslušenství připojte bezpečně, aby se předešlo
ztrátě výkonu. Pozorně se držte uvedených bezpečnostních
nařízení.
1.
Na jednotce nastavte sváření Lift TIG (Odkaz 1 - Obrázek 1
Strana 3.).
2.
Uchytněte požadovanou elektrodu a trysku do držáku elek-
trod (zkontrolujte vysunutí a stav konce elektrody).
3.
Rychloupínací přípojku uzemňovacího kabelu spojte s klad-
nou (+) zásuvkou a svorku ke svářenému obrobku blízko
místa sváření.
4.
Připojte přípojku kabelu hlavního vedení hořákového držáku
do záporné (-) zásuvky.
5.
Připojte plynovou hadici hořáku k regulátoru, umístněném na
plynové nádobě.
6.
Svářecí proud nastavte potenciometrem (Odkaz 3 - Obrázek
1 Strana 3.).
7.
Na hořáku otevřete plynový ventil.
8.
Zapněte zdroj energie.
3.0
OVLÁDAČE
3.1
PŘEDNÍ PANEL – ZADNÍ PANEL
Obrázek 1.
Obrázek 2.
1 - VOLIČ PROCESU
(Odkaz 1 – Obr. 1, strana 4): V této poloze
možno svářet s rutilovými, bazickými a speciálními obalenými
elektrodami.
POSTUP SVÁŘENÍ
LIFT TIG
(TIG s oddál-
ením elektrody)
.
V této
poloze se může zvolit
svářecí proces TIG se zapálen-
ím oblouku s oddálením, jako se
uvádí v předcházejícím textu.
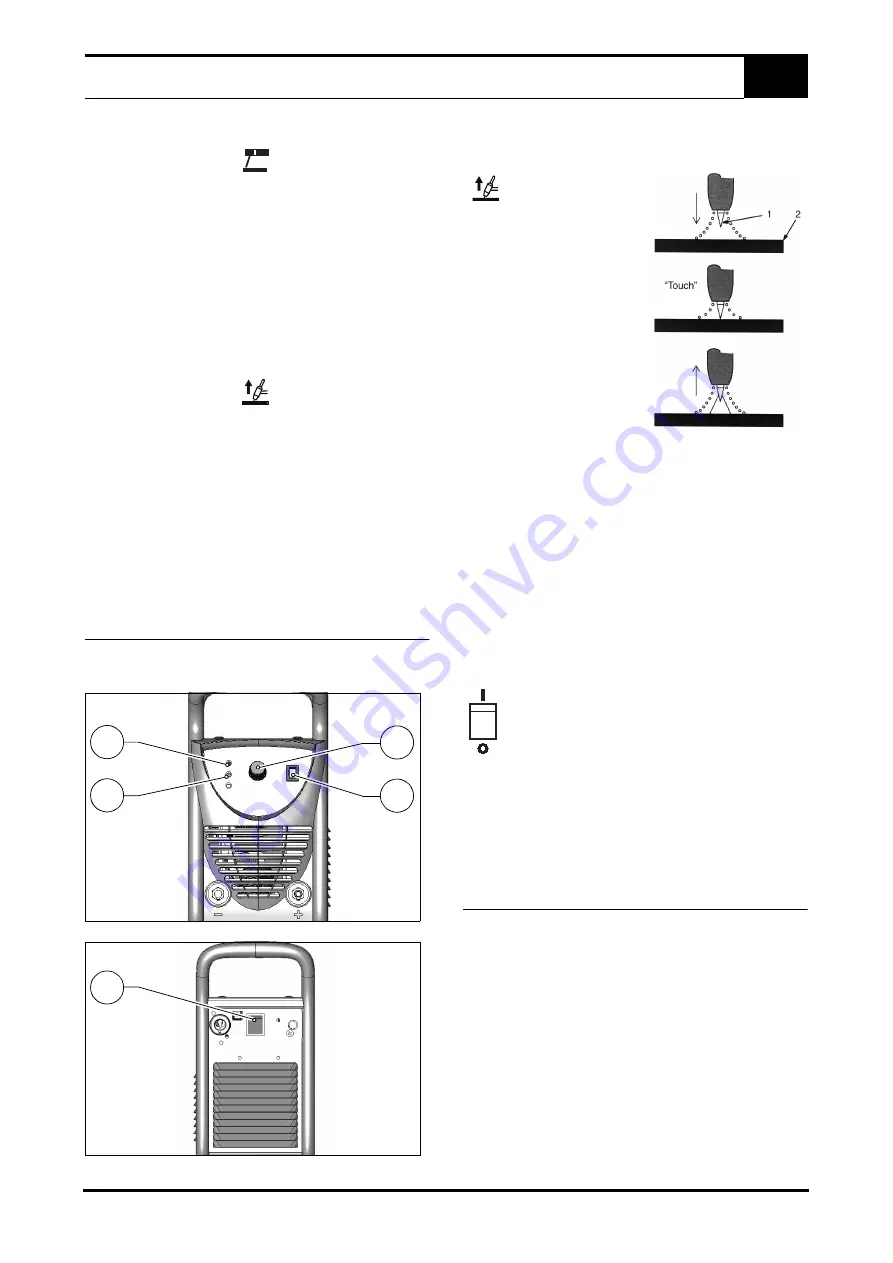
ZAPÁLENÍ OBLOUKU
– při
sváření TIG postupujte násled-
ovně: Dotkněte se svářeného
obrobku elektrodou; co mezi
obrobkem (2) a elektrodou způs-
obí zkrat (1). Oddalte elektrodu
a oblouk se zapálí. Celistvost
konce elektrody se zabezpečí
nízkým zapalovacím proudem
při zkratování obrobku s elektro-
dou, zapálení je zaručené i při
nastavení nejmenšího svářecí-
ho proudu, pracovník proto
může pracovat bez zamoření
okolí elektromagnetickým rušením, obecně způsobeným vysoko-
frekvenčními výboji.
Výhody se dají shrnout následovně:
a. Odpadá potřeba vysokofrekvenčních zapalování
b. Při zapalování nedochází k poškození konce elektrody, bez
ohledu na nastavení proudu, čímž se zabraňuje přítomnosti wol-
framu ve sváru, co je běžné při zapalování škrtnutím.
2 – SIGNALIZACE TEPELNÉ OCHRANY
(žlutá) (Odkaz 2 -
Obrázek 1 Strana 3.): Když se signalizace ochrany rozsvítí, v jed-
notce se vyskytlo přehřátí z důvodu překročení jmenovitého pra-
covního zatížení. Jestli se to stane, svářecí práce se musí
zastavit, svářecí zdroj se musí ponechat zapnutý, pokud dioda
zhasne, a jednotka je znovu připravena na sváření.
3 – REGULACE PROUDU
(Odkaz 3 - Obrázek 1 Strana 3.): tímto
potenciometrem se nastavuje rozsah svářecího proudu.
4 – PŘEPÍNAČ ZAPNUTÍ A VYPNUTÍ:
Tento přepínač
(Odkaz 4 - Obrázek 2 Strana 3.) má dvě polohy:
ZAPNUTÉ = I a VYPNUTÉ = O.
5 – SIGNALIZACE ZAPNUTÍ ZAŘÍZENÍ
(zelená) (Odkaz 5 -
Obrázek 1 Strana 3.): signalizace se rozsvítí, když se stroj zapne.
POZNÁMKA:
zařízení je vybavené funkcí (anti-stick), která vypne
dodávku energie, jestli se vyskytne zkrat na výstupu, anebo jestli
se elektroda přilepí, čím umožní, aby se jednoducho uvolnila ze
sváru. Funkce je v provozu i v době počáteční kontrolní fáze, a
proto, jestli se vyskytne jakýkoliv zátěžový příkon anebo zkrat,
zpracuje se to jako porucha a výstupný výkon se zablokuje.
4.0
ÚDRŽBA
DŮ LE ŽITÉ : P ŘE D V Y K ON ÁN ÍM ÚD RŽ BY OD P OJT E
ZÁSTRČKU NAPÁJENÍ A POČKEJTE NEJMÉNĚ 5 MINUT. V
P Ř Í P A D Ě N Á R O Č N Ý C H P R A C O V N Í C H P O D M Í N E K
VYKONÁVEJTE ÚDRŽBU ČASTĚJI.
Každé tri (3) měsíce vykonejte následující činnosti:
a. Vyměňte všechny nečitelné štítky.
b. Očistěte a utáhněte všechny svářecí koncovky.
c. Opravte anebo vyměňte poškozené svářecí kabely.
d. Jestli je napájecí kabel poškozený, musí ho vyměnit
oprávněný pracovník.
Každých šest (6) měsíců vykonejte následující činnosti:
a. Z vnitřku generátoru odstraňte proudem suchého vzduchu
všechny nečistoty.
b. Při práci ve velice prašných prostředích vykonejte tuto op-
eraci častěji.
5
2
3
1
4







































































