



























5238-E P-105
SECTION 7 FIXED CYCLES
•
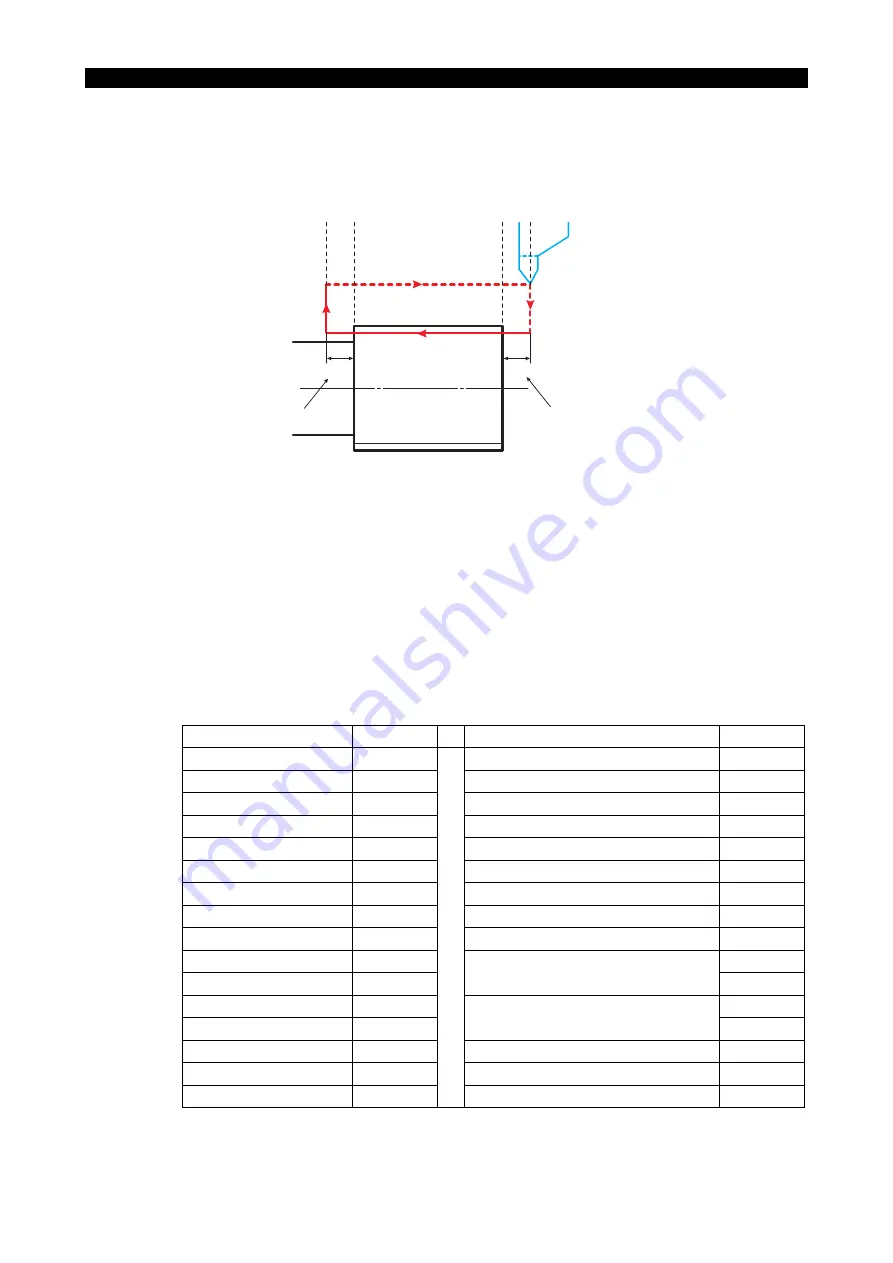
Extra Length in Thread Cutting Program
Since a certain length of incomplete thread is usually produced near the start and end point of
the cut, it is necessary to add appropriate amounts
δ
1 and
δ
2 at the start and end of the thread
to be cut in order to cut the proper thread shape.
LE33013R0300900060005
Values
δ
1
and
δ
2
vary depending on the cutting conditions. Generally, these values must satisfy
the following equations:
LE33013R0300900060006
The values of constant K for individual models are indicated below:
Model
K[X10
-3
]
Model
K[X10
-3
]
LB200
0.48
MACTURN250
1.17
LB200MY
0.64
MACTURN350
1.39
LB250
0.48
MACTURN550
1.60
LB300
0.53
MULTUS-B300
1.07
LB300MY
0.64
LVT300
0.75
CAPTAIN L370
0.53
LVT400
1.07
LB400
0.64
LT200
0.75
CAPTAIN L470
0.64
LT300
1.28
LB35II
1.28
LCS250
0.96
LB45II
0.96
LAW-2S
1.28
LB45IIMY
1.17
(Priority given to smooth cut surface)
2.56
LU35
1.28
LAW-F
0.85
LU45
1.28
(Priority given to smooth cut surface)
2.56
LU300
0.53
LFS10
0.85
LU300MY
0.64
LF150G
0.64
LU400
0.64
LOC650 (LC50)
0.96
Z4 Z3
Z2
Z1
δ
2
δ
1
(Approach distance)
Length of incomplete thread
δ
2
> K
×
N
×
P
δ
1
> K
×
N
×
P
where,
N: spindle speed
P: lead
K: machine-model-dependent constant







































































