



























5238-E P-139
SECTION 7 FIXED CYCLES
8-3.
Address Characters
8-4.
M Codes
•
For designating key way cutting direction
M211: One-directional cutting
M212: Zigzag cutting
•
For designating key way cutting method
M213: Designated infeed
M214: Equal infeed
X
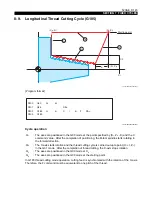
: For cutting on an end face and longitudinal thread cutting, "X" indicates the X-coordinate
of the cycle starting point.
For cutting on an OD and transverse thread cutting as well as key way cutting, "X"
indicates the X-coordinate of the end point of the cycle.
Z
: For cutting on an end face and longitudinal thread cutting as well as key way cutting, "Z"
indicates the Z-coordinate of the end point of the cycle.
For cutting on an OD and transverse thread cutting, "Z" indicates the Z-coordinate of the
starting point of the cycle.
C
: C-axis indexing angle
I
: Shift amount in the G00 mode for cutting on an OD, cutting starting point in transverse
thread cutting cycle, end point of taper thread in longitudinal thread cutting cycle
J
: Number of threads
K
: Shift amount in the G00 mode for cutting on an end face, cutting starting point in
longitudinal thread cutting cycle, end point of taper thread cutting in transverse thread
cutting cycle
F
: Cutting feedrate
D
: Depth of cut per peck feed in deep-hole drilling and key way cutting
Start position of tapping with M-tool spindle in synchronized tapping.
E
: Duration of dwell motion at the end point in drilling, boring and tapping cycle (omissible)
Infeed amount in key way cutting
L
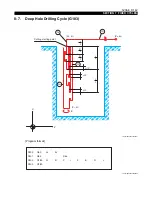
: Axis relieving amount in deep-hole drilling cycle
U
: Finish allowance in side key way cutting
W
: Finish allowance in face key way cutting
SA = : Programmable only in multiple-fixed cycle of G185 through G188 (thread cutting cycles).
C-axis rotation speed command.
This SA= command is programmed to obtain the axis movement amount of the C-axis in
G185 through G188 thread cutting cycles.
R
: Infeed amount for drilling cycleSpecify the distance from the cutting starting point. The
sign of the R command indicates the direction of cutting.
An R command in the X-axis direction should be given as a diametral value.
Q
: The number of holes (equally spaced) to be machined using the multiple-fixed cycle
repeat function







































































