























5238-E P-184
SECTION 8 LATHE AUTO-PROGRAMMING FUNCTION (LAP)
Contour definition
LE33013R0301000130002
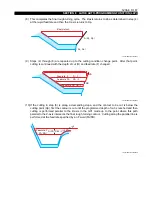
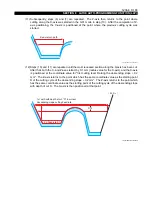
10-1-3. Outline of Bar Turning Cycle
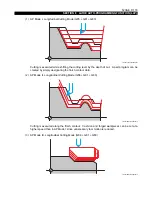
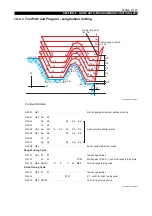
Rough turning cycle in the longitudinal direction (example A)
(1) The commands in block N0101 position the tool at the tool change point.
(2) With the commands in block N0102, the S, T, and M commands for the rough turning cycle are
selected, then the axes are positioned at the LAP starting point.
When no S, T, or M command is designated in this block, those selected in the previous
block(s) are effective.
NAT01
N0011
N0012
N0013
N0014
N0015
N0016
N0017
N0018
N0111
N0112
N0113
$
$
N0211
N0212
N0213
G82
⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅
G01
G80
G00
G85
G84
G00
G87
Xa
Xb
Xc
Xd
Xe
Xf
Xg
Xt
Xs
NAT10
ZA =
ZB =
Xt
NAT10
Za
Zb
Zc
Zd
Ze
Zf
Zg
Zt
Zs
DA =
DB =
Zt
D
F
FA =
FB =
Fb
:
Fd
Fe
:
Fg
STM
U
Sb
:
Sd
Se
:
Sg
Eb
:
Ed
Ee
:
Eg
M85
STM
Finish contour definition blocks
Rough Turning Cycle
Finish Turning Cycle
W
⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅
⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅
End of contour definition G code
Tool change position
Starting point of AP, S, T, and M for rough turning cycle
Calls for rough turning cycle
Continued line: Cutting condition change point ZA
Continued line: Cutting condition change point ZB
Tool change position
S, T, and M for finish turning cycle
Calls for finish turning cycle
Start of transverse contour definition
G code
⋅⋅⋅⋅⋅







































































