

























5238-E P-222
SECTION 8 LATHE AUTO-PROGRAMMING FUNCTION (LAP)
LE33013R0301000290003
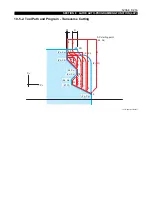
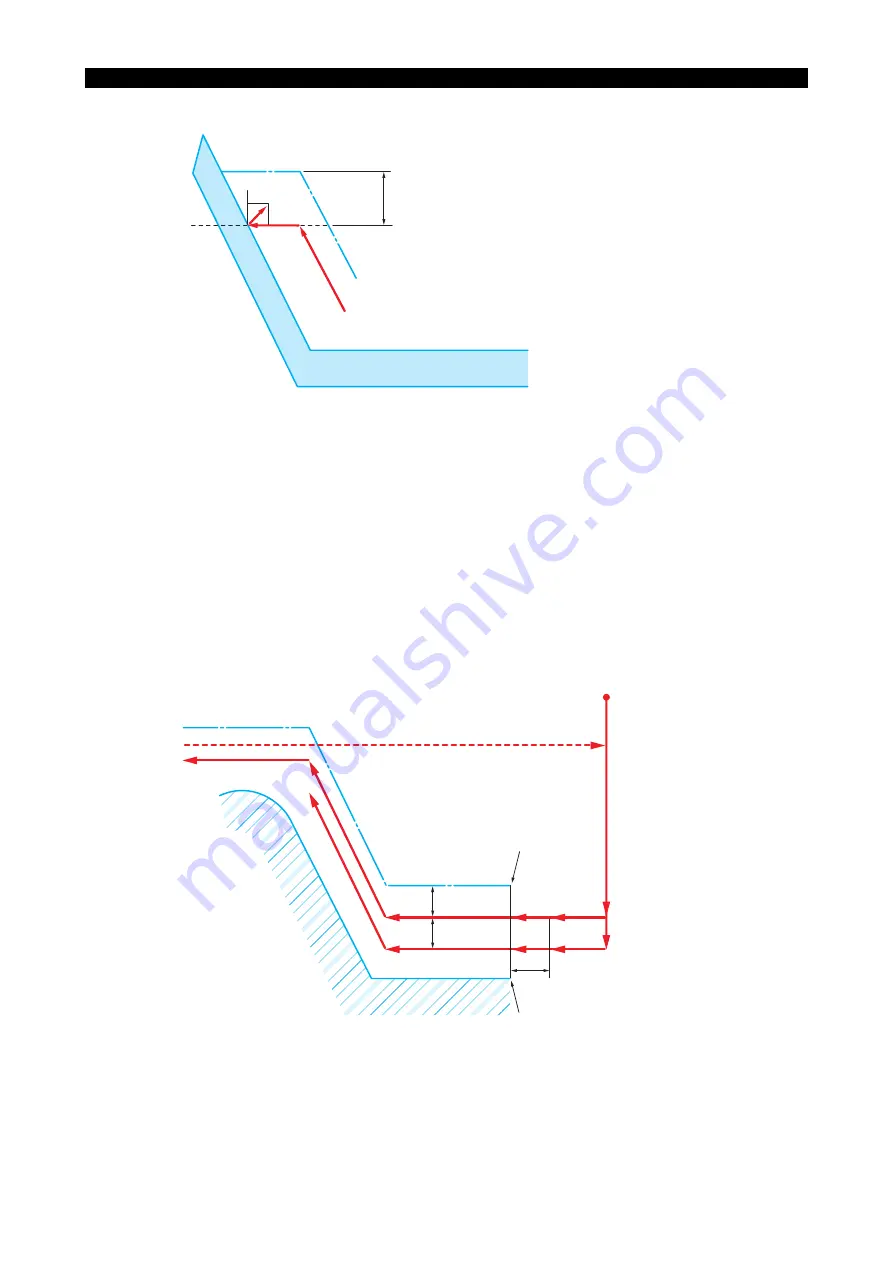
(7) This completes the first rough turning cycle.
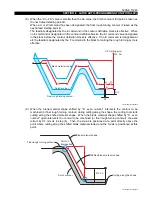
The cutting tool is then positioned at the next infeed starting point B at the rapid feedrate. When
the X-coordinate at the completion of the first rough turning cycle is smaller than the largest X-
coordinate of the next cutting level, the cutting tool moves up to the point "largest X-coordinate
+ 0.2 mm" (diameter value) at the rapid feedrate (or "smallest X-coordinate - 0.2 mm" in the
case of ID turning). Then, it moves up to the Z coordinate of the AP starting point (Zs). After
that, first the X-axis, and then the Z-axis moves to point B at the rapid feedrate. The approach
to point B is in the same direction as the cutting direction. To obtain the "next infeed starting
point B", first shift the first element coordinate (Za, Xh) of the blank material shape definition
blocks by 2D in the X-axis negative direction and obtain the point (Za, Xh - 2D), and then shift
this point by the LAP clearance amount (Lc) in the Z-axis positive direction. This is the "next
infeed starting point (Za + Lc, Xh - 2D)".
LE33013R0301000290004
G
N
N'
D/2
0.1mm
0.1mm
G'
AP starting point
Point A after change
Point A before change
J
I
I'
I"
H
H' A'
A"
B
H"
J'
J"
D/2
D/2
Lc
(Zs, Xs)







































































