


























5238-E P-223
SECTION 8 LATHE AUTO-PROGRAMMING FUNCTION (LAP)
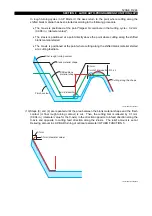
(8) When the "Xh - 2D" value is smaller than the Xa value, the finish contour start point is taken as
the next infeed starting point B.
When a U or W command has been designated, the final rough turning contour is taken as the
next infeed starting point B.
The feedrate designated by the E command in the contour definition blocks is effective. When
no E command is designated in the contour definition blocks, the E command value designated
in the block before the contour definition blocks is effective. If no E command is designated at
all, the feedrate designated by the F command in the block for calling the rough turning cycle is
effective.
LE33013R0301000290005
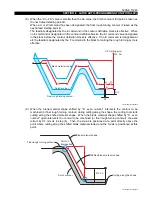
(9) When the blank material shape shifted by "D even number" intersects the contour to be
machined (or final rough turning contour) during cutting along the shape, the cutting tool starts
cutting along the shifted material shape. When the blank material shape shifted by "D even
number" again intersects the contour to be machined (or final rough turning contour), the axes
retract by 0.1 mm as in step (6). Then, the Z-axis is positioned at a point directly above the
point where cutting along the shifted blank material started and the X-axis is positioned at this
point.
LE33013R0301000290006
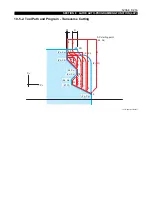
AP starting point
(Zs, Xs)
Blank material shape
Final rough turning contour
Finish contour
W
B
A'
A"
D/2
Blank material shape
Final rough turning contour
Point of
intersection
Shifted blank material shape
Finish contour
Cutting along the shape
D/2 x n







































































