




























5238-E P-70
SECTION 6 OFFSET FUNCTION
necessary for the tool tip circle to fit in. In addition, because X words are expressed as
diameters, the X word data has to be doubled. That is, the numerical value in such an X word
must be larger than four times the tool nose R.
If a value smaller than the required amount is used, it might cause the cutting tool to move in
the opposite direction toward point N21 and cut into the N1 - N2 surface.
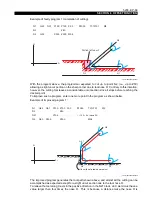
Example of improved program 2 (using G40):
LE33013R0300800100006
The G40 command in N3 cancels the tool nose radius function. At point N2, the cutting tool
moves so that the tool nose R contacts the line N1 - N2 and the vector I10 extending from point
N2.
•
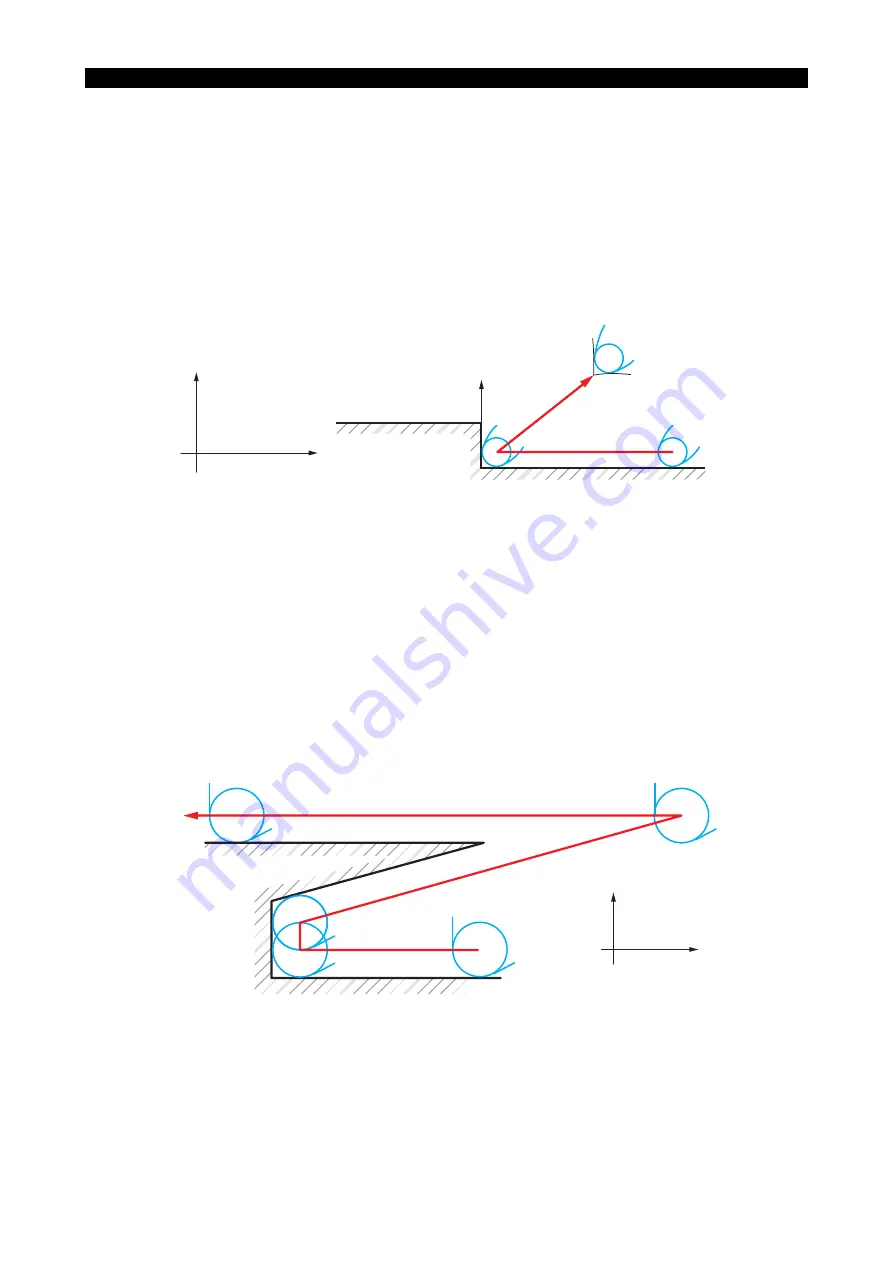
Two lines making an obtuse angle
Consider the case where the cutting tool is fed along the path N0 - N1 - N2 - N3 - N4 in the
figure below.
Angle N2N3N4 is an acute angle and the cutting tool moves along the line outside of that angle.
Therefore, the cutting tool is moved to a point some distance from the workpiece at point N3.
When preparing a program in which cutting similar to this contour is required, it is necessary to
check the safety of tool motion and ensure that the tool does not strike against obstacles when
moving to such a distant point.
LE33013R0300800100007
X
+
Z
+
I 10
N 2
N 1
N 3
N1
N2
N3
G42
G40
G00
G01
X300
X100
Z100
Z50
Z300
F0.2
I10
S1000
T010101
M03
M05
N 4
N 2
N 3
N 0
N 1
X
+
Z
+







































































