





























5699-E P-18
SECTION 3 OPERATION (OF CNC LATHE)
9-
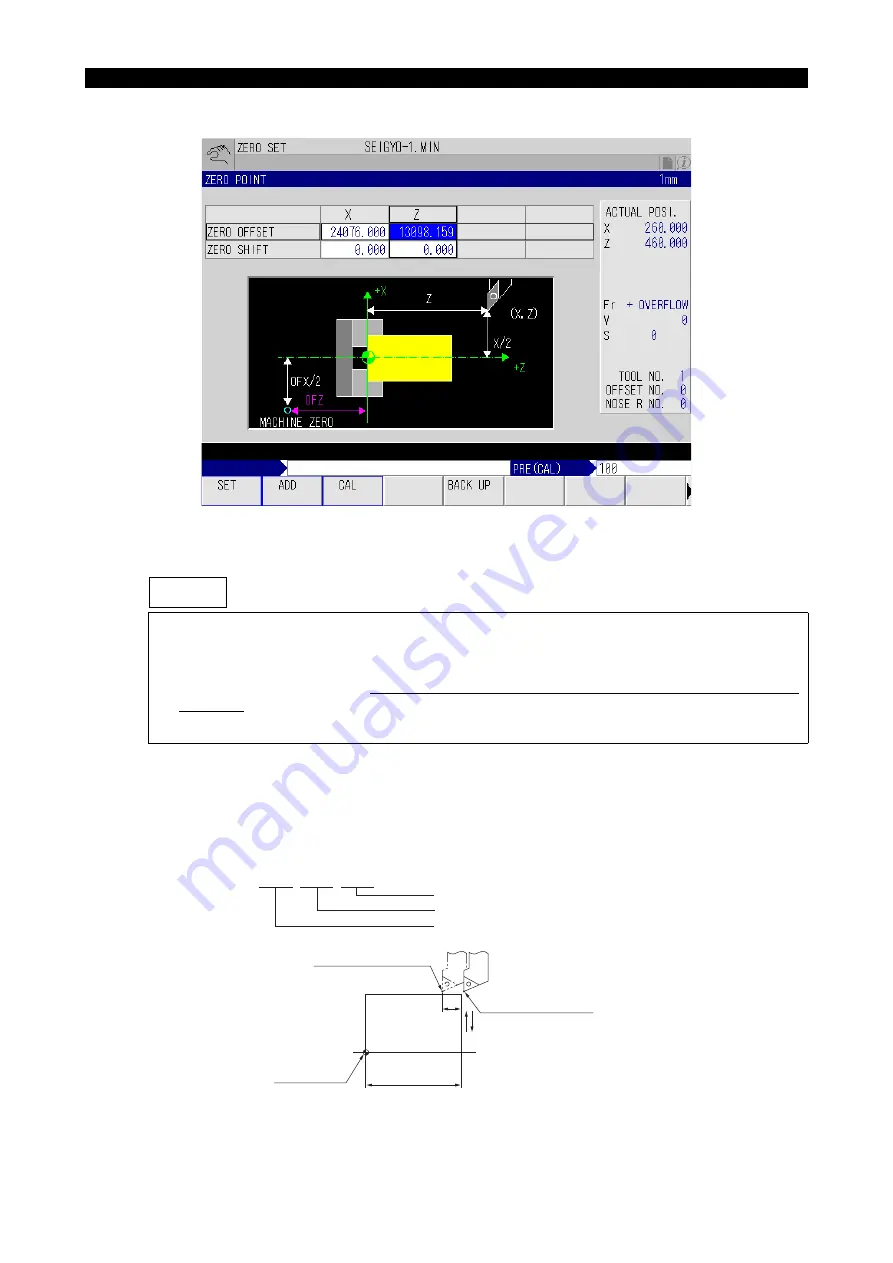
The screen displays the results of calculation or set value.
LE11214R0100500070010
This completes setting the zero offset value.
CAUTION
If the tool offset values are not zero, the zero offset setting procedure will differ from the procedure
indicated above.
The numeral data entered through the keyboard in the above step
“8-”
is the sum of “measured
value” and “tool offset value”.
LE11214R0100500070011
•
Never move the turret in the Z-axis direction until zero offset setting is completed.
Keep locating the turret in the position set in the step
“1-”
.
•
For the X-axis, the reference point does not change even when the checking method or
setup changes. Therefore, there is no need to carry out zero offset each time the set up
changes.
•
Use a tool with offset values of X = 0, Z = 0, where practicable, for zero offset setting.
Cutting tool with tool offset
Z=0
Cutting tool with tool offset
Z=-0.500
0.5
(0.02)
100 (3.94)
Reference point for
machining
(program zero)
Unit : mm (in.)
Example:
A tool with a tool offset value of Z = -0.500 is used.
The zero offset value is calculated as
100.000 + (-0.500) = 99.500
Setting value
Tool offset value
Measured value







































































