





























OMAX JetMachining® Center Operator’s Guide
Operation
3 - 6
400433D-EN
Drawing the Part Using Layout
The Layout software is a drawing program that creates parts using lines, arcs, and shapes such as for
rectangles and circles. Once drawn, a cutting speed (quality) is assigned to each segment of the
drawing. The higher the quality chosen, the slower the cutting speed.
Layout can open files from other drawing programs. Drawings in the DXF format can be imported. Parts
can also be created from photographs and other drawing sources using Layout’s tracing capabilities.
Setting the Tool Path
After a part’s drawing is created, Layout’s
Generate Tool Path
command creates a tool path that
defines how the part will be cut. In most cases, this command creates the exact tool path wanted, but
you can always modify the path manually when needed.
Making the Part
Once the tool path is created, the Make software can control movement of the abrasivejet and the cutting
of your part. Before beginning the machining operation, you can preview how the part will be made, how
long it will take to make the part, and the amount of abrasive required.
Determining Quality
Each entity in a drawing is assigned a quality value (1-5) which controls how quickly the abrasivejet
nozzle moves when it cuts the piece. The slower the abrasivejet nozzle moves, the higher the quality of
a cut. At the highest quality (5), the abrasivejet nozzle moves the slowest. Quality also takes into account
the material being cut. When working with a softer material such as polypropylene, for example, a quality
of 5 moves the abrasivejet nozzle much faster than a quality of 5 would while working with steel. Quality
is always relative to the machinability of the material.
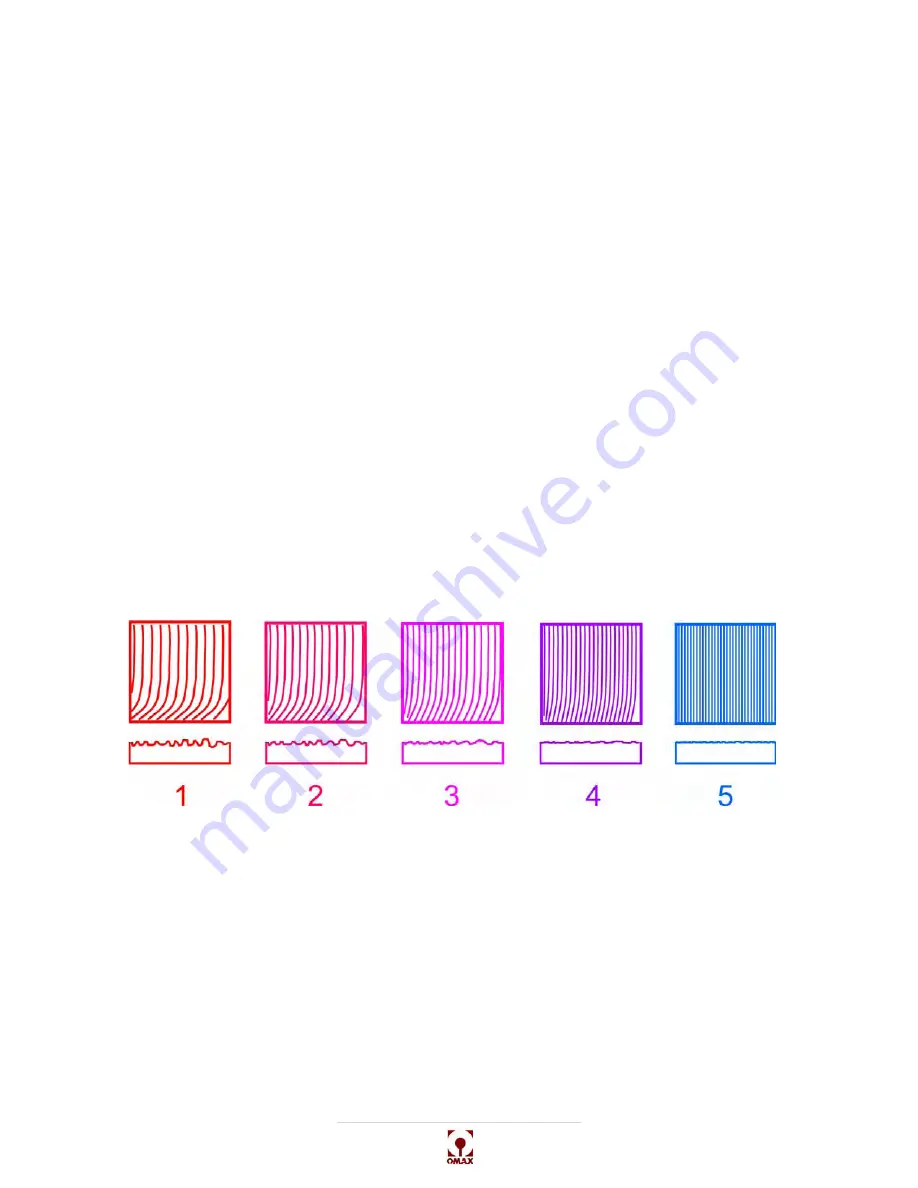
Figure 3-3 shows how the surface finish changes with the quality assigned. As the quality number goes
lower, the cutting speed becomes faster, and the cut surface becomes less and less smooth.
Figure 3-3: Quality Examples
In most cases, setting the cutting quality is a compromise between achieving the best surface finish in
the least amount of time. When deciding which quality to use on a new material, a quality of 3 is a good
choice. If the finish is too rough, increase the quality number. If the finish is acceptable, try lowering the
quality to see if the part can be made in less time.
Four of the available types of qualities—Etch, Scribe, Water Only, and Lead—are different types of
qualities. Etch and Scribe are designed to mark the surface of a material (to add a part number, for
example). Water Only is designed for materials that can be machined without add an abrasive. Lead is
assigned to a cutting path’s lead-ins and lead-outs.
Clamping and Positioning Materials for Cutting
Large clamping forces are not ordinarily needed to secure material to the cutting table, but the material must
not be allowed to move as it is being machined. One of the primary causes for out-of-tolerance parts is
allowing the material to move while being cut.
Summary of Contents for JetMachining Center 2626
Page 8: ...OMAX JetMachining Center Operator s Guide viii 400433D EN ...
Page 12: ...OMAX JetMachining Center Operator s Guide xii 400433D EN ...
Page 22: ...OMAX JetMachining Center Operator s Guide Safety First 1 10 400433D EN ...
Page 140: ...OMAX JetMachining Center Operator s Guide OMAX Glossary 6 16 400433D EN ...
Page 144: ...OMAX JetMachining Center Operator s Guide Index 4 400433D EN ...







































































