



























Delivery, interdepartmental transport, assembly and commissioning
Version 1.0.5 - 2020-12-09
23
Translation of original instruction
EN
in-ho
u
se_t
ranspo
rt_
en.
fm
3
Delivery, interdepartmental transport, assembly and
commissioning
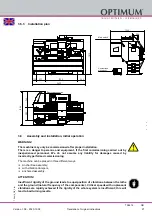
3.1
Notes on transport, installation, commissioning
Improper transport, installation and commissioning is liable to accidents and can cause damage
or malfunctions to the machine for which we do not assume any liability or guarantee.
Transport the scope of delivery secured against shifting or tilting with a sufficiently dimen-
sioned industrial truck or a crane to the installation site.
WARNING!
Severe or fatal injuries may occur if parts of the machine tumble or fall down from the
forklift truck or from the transport vehicle. Follow the instructions and information on the
transport box.
Note the total weight of the machine. The weight of the machine is indicated in the "Tech-
nical data" of the machine. When the machine is unpacked, the weight of the machine
can also be read on the rating plate.
Only use transport devices and load suspension gear that can hold the total weight of
the machine.
WARNING!
The use of unstable lifting and load suspension equipment that might break under load
can cause severe injuries or even death. Check that the lifting and load suspension gear
has sufficient load-bearing capacity and that it is in perfect condition.
Observe the accident prevention regulations issued by your Employers Liability Insur-
ance Association or other competent supervisory authority, responsible for your com-
pany. Fasten the loads properly.
3.1.1
General risks during internal transport
WARNING: TILTING DANGER!
The machine may be lifted unsecured by a maximum of 2 cm.
Employees must be outside the danger zone, i.e. the reach of the load.
Warn employees and advise them of the hazard.
Machines may only be transported by authorized and qualified persons. Act responsibly during
transport and always consider the consequences. Refrain from daring and risky actions.
Gradients and descents (e.g. driveways, ramps and the like) are particularly dangerous. If such
passages are unavoidable, special caution is required.
Before starting the transport check the transport route for possible danger points, unevenness
and faults.
Danger points, unevenness and disturbance points must be inspected before transport. The
removal of danger spots, disturbances and unevenness at the time of transport by other
employees leads to considerable dangers.
Careful planning of interdepartmental transport is therefore essential.




































































