





























Operation
Version 1.1.6 - 2021-9-17
50
Translation of original instruction
TU3008G
GB
T
U
3008G
_GB
_4.
fm
4.19.3 Indexable inserts
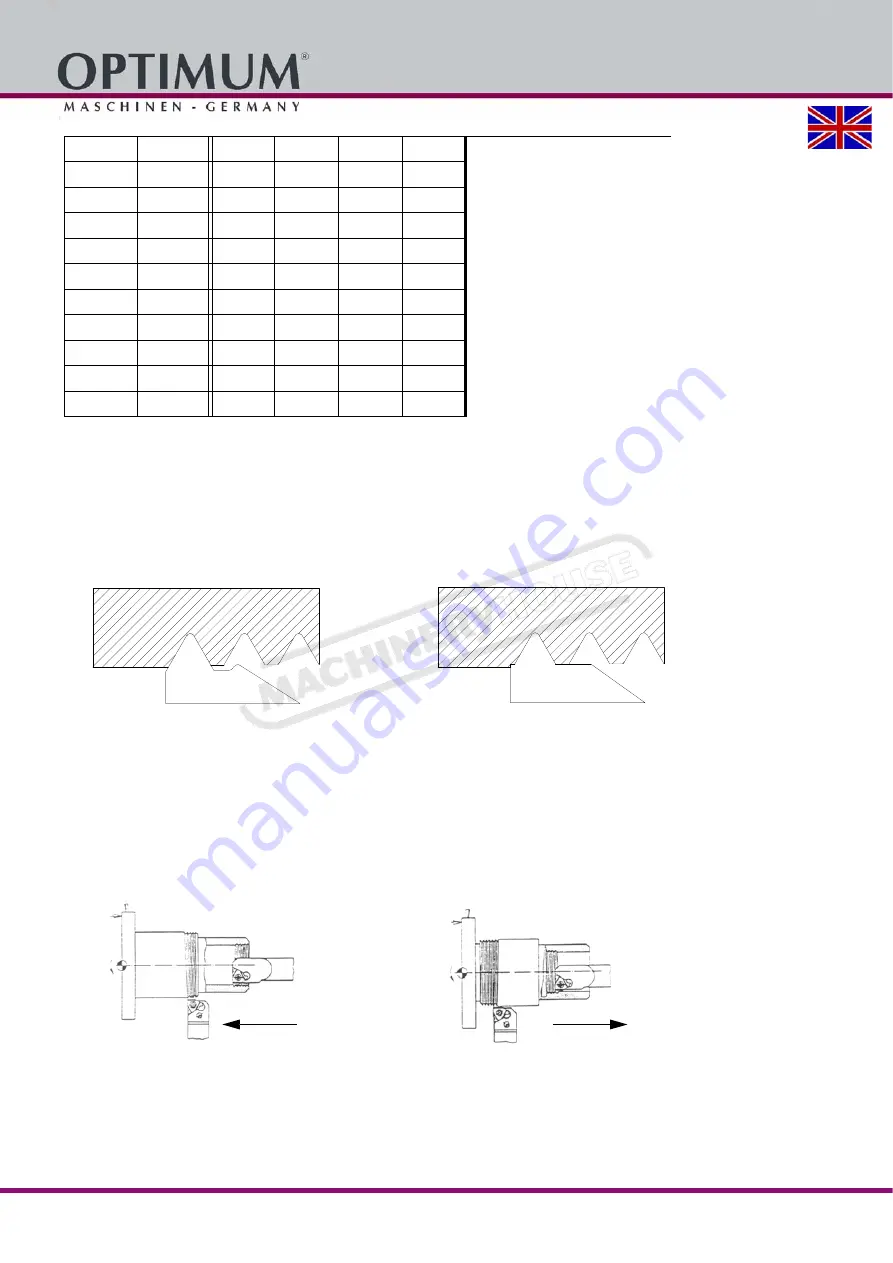
For indexable inserts there are partial profile and full profile indexable inserts. The partial profile
indexable inserts are designed for a certain pitch range (e.g. 0.5 - 3 mm).
The partial profile indexable insert is optimally appropriate for the single-piece production.
The full profile indexable insert is only designed for a certain pitch.
Determining the machining method of right-handed and left-handed threads:
Right-handed tool holders or drill rods are used. In order to top right-handed threads the feed
direction towards the clamping chuck is selected and the machine spindle turns to the right (the
turning direction of the machine spindle is determined when you look into the spindle from the
rear side). If a left-handed thread is to be tapped, the feed direction is selected away from the
clamping chuck in direction to the tailstock and the machine spindle turns to the right.
As for thread cutting there are other conditions as for longitudinal turning, the forward cutter
must show a larger clearance as the pitch angle of the thread.
7/8
22.226
9
11
14
30.20
15/16
23.813
9
11
-
-
1"
25.401
8
10
11
33.25
1 1/8
28.576
7
9
-
-
1 1/4
31.751
7
9
11
41.91
1 3/8
34.926
6
8
-
-
1 1/2
38.101
6
8
11
47.80
1 5/8
41.277
5
8
-
-
1 3/4
44.452
5
7
11
53.75
1 7/8
47.627
4 1/2
7
-
-
2"
50.802
4 1/2
7
11
59.62
Img.4-34: partial profile indexable insert
Img.4-35: full profile indexable insert
Img.4-36: right-handed thread with the machine
spindle turning to the right
Img.4-37: left-handed thread with the machine spin-
dle turning to the right
infeed direction
infeed direction





























































