





























Operation
ORBIMAT 180 SW
| Operating instructions
50
orbitalum tools
GmbH, D-78224 Singen, www.orbitalum.com, Phone +49 (0) 77 31 792-0
(17.09.18) OW_ORBIMAT_180SW_BA_850060202_00_EN
The correct value depends on the following parameters: Pressure setting on pressure reducer, chamber size, weld head
size and pipe diameter.
If oxidation occurs near the start position on the fully welded part, the potential reduction has been reached. The oxida-
tion indicates possible uneven gas coverage at the start of welding.
"Flow Force" can be used both for the gas pre purge time and the gas post purge time.
X
Determine the setting values by testing.
The Flow Force has to be activated manually.
Gas monitoring by the sensor does not occur until the end of the time of the "second gas duct", i.e.
at the start of the pressure compensation.
Using this function together with open type weld tongs has no advantage and is of no use.
The flowmeter outside the power source in the supply line has to be opened completely. Controlling
is carried out in the power source. It has to be ensured that the programmed gas quantity is also
made available.
Recommended settings:
WELD HEAD TYPE
L/MIN
OW 12
8
OW 19
12
OW 38S, 76S, 115S, 170
15 ... 18
HX
12
Activating a gas pressure level
1. Switch to "
Welding
" mode with
go forward to gas pre purge time
" to set the gas pre purge time.
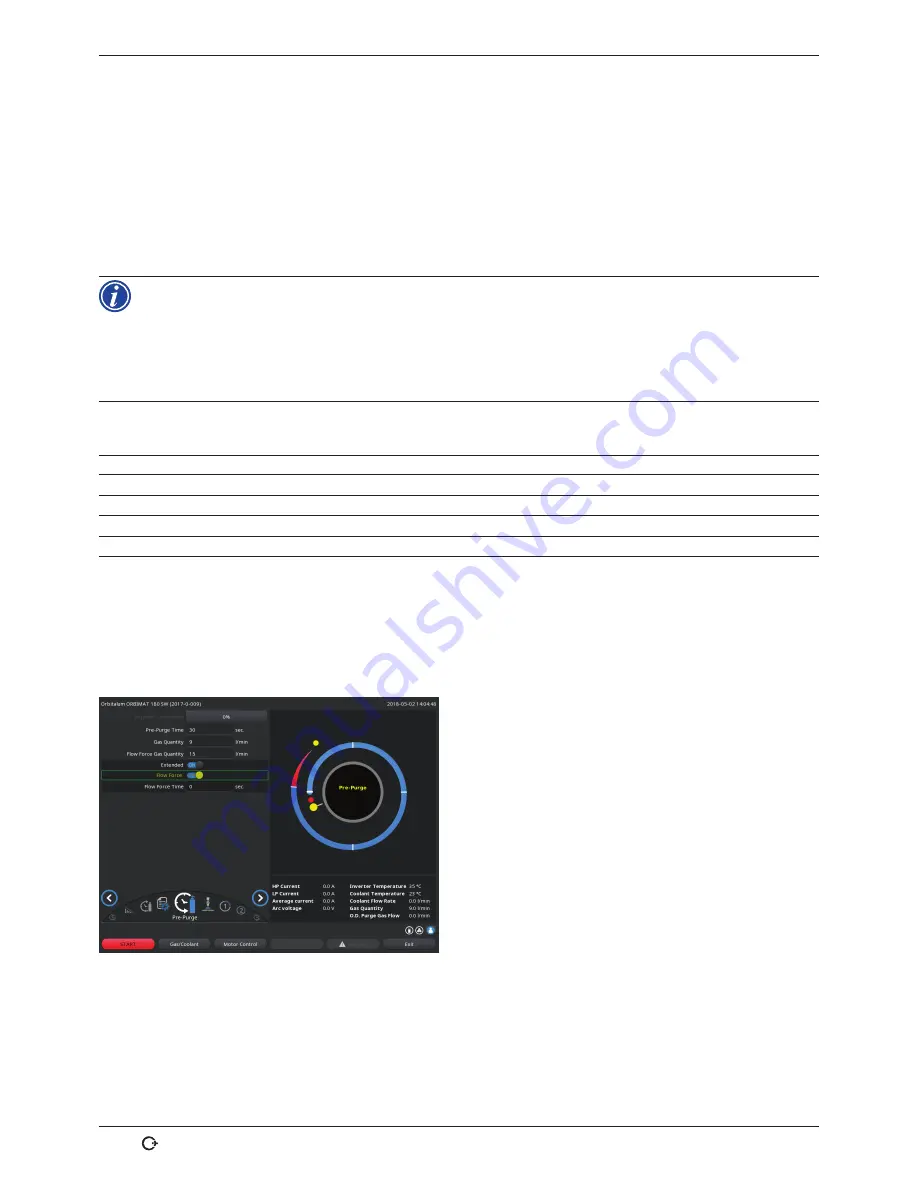
The following display appears:
2. Select the "
Yes
" option for "
Flow Force
".
The "
Flow Force time
" field is activated.
3. Enter and save the value for the Flow Force.
Quantity in "l/min" and time in "s".
Fig. 22:
Flow Force







































































