





























20
3.2: LABELS POSITIONING
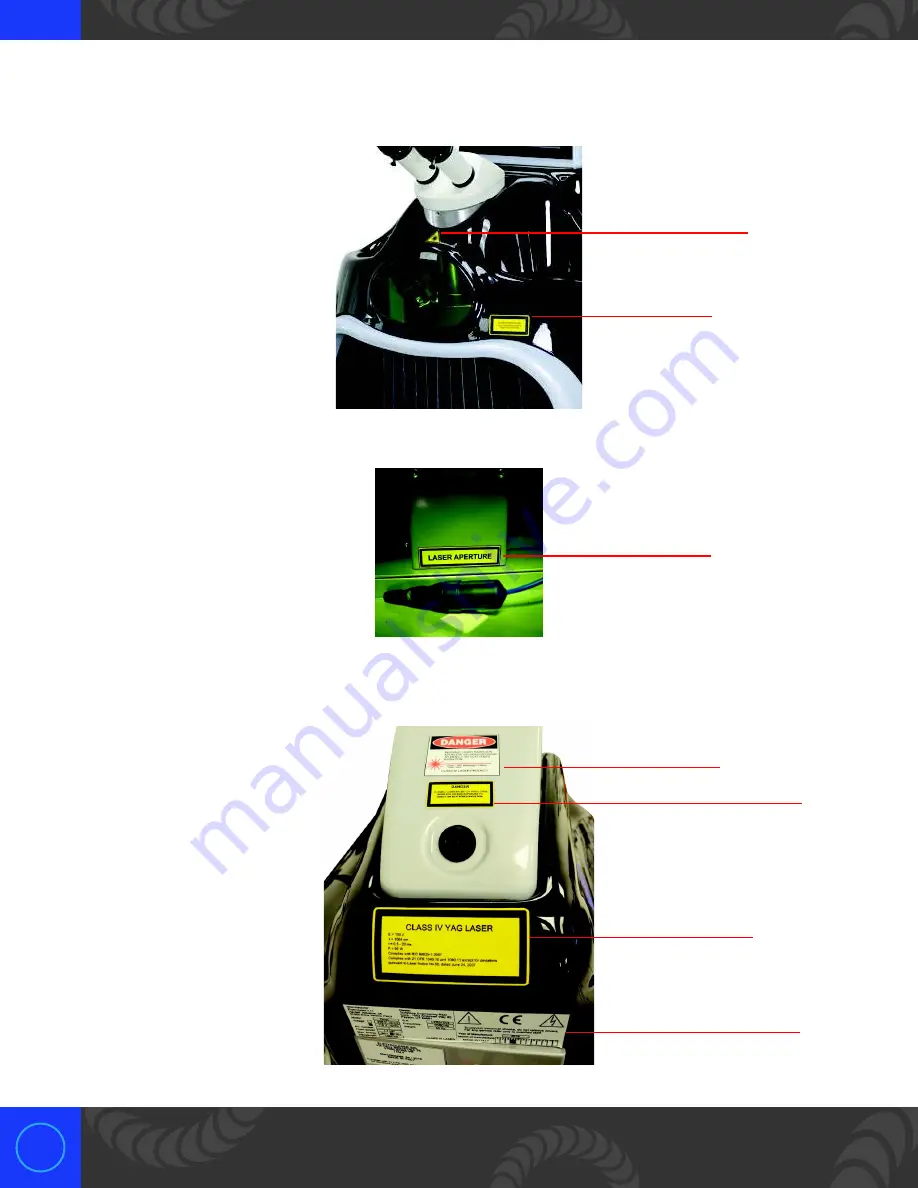
The Laser warning labels are placed on the machine in the following ways:
Picture 2: Outside laser warning labels
Picture 3: Internal laser warning labels
The Laser warning labels are placed on the backside of the machine in the following way:
Picture 4: Backside laser warning labels
LASER N.3
LASER N.1
LASER N.6
LASER N.4
LASER N.2
LASER N.5
IDENTIFICATION
LABEL
Summary of Contents for LZR series
Page 1: ...Orion Laser Welder User Manual Orion LZR ...
Page 4: ...4 ...







































































