





























37
OrionWelders.com
ch
.
5/6
Electrode contamination can lead to small “explosions” that
create craters in the work piece. All four welds were made at the
same setting. Metal contamination on the electrode caused one
weld to create a crater.
It is recommended that the user pay close attention to the electrode condition (see additional
discussion) . A contaminated electrode can lead to inconsistent welds and poor arc starting . Only
light pressure is needed to start the welding process, too much pressure will interfere with the
welding process, lead to electrode metal contamination and will shorten the amount of time you
can weld before re-sharpening or replacing the electrode .
CHAPTER 6: TECHNIQUES, TIPS, & TRICKS
Pulse Arc Welding: Adding Material
Typically material is added with a small “laser” wire, one weld at a time . However, there are many
additional options to add material . One for example is, instead of using small “laser wire” the
Orion can weld a much larger wire or rod to fill in more metal in a single weld . There are several
methods to aid in the addition of fill wire, which are mentioned below . The placement of the
electrode relative to the wire is very important and will influence how the material behaves during
the addition process .
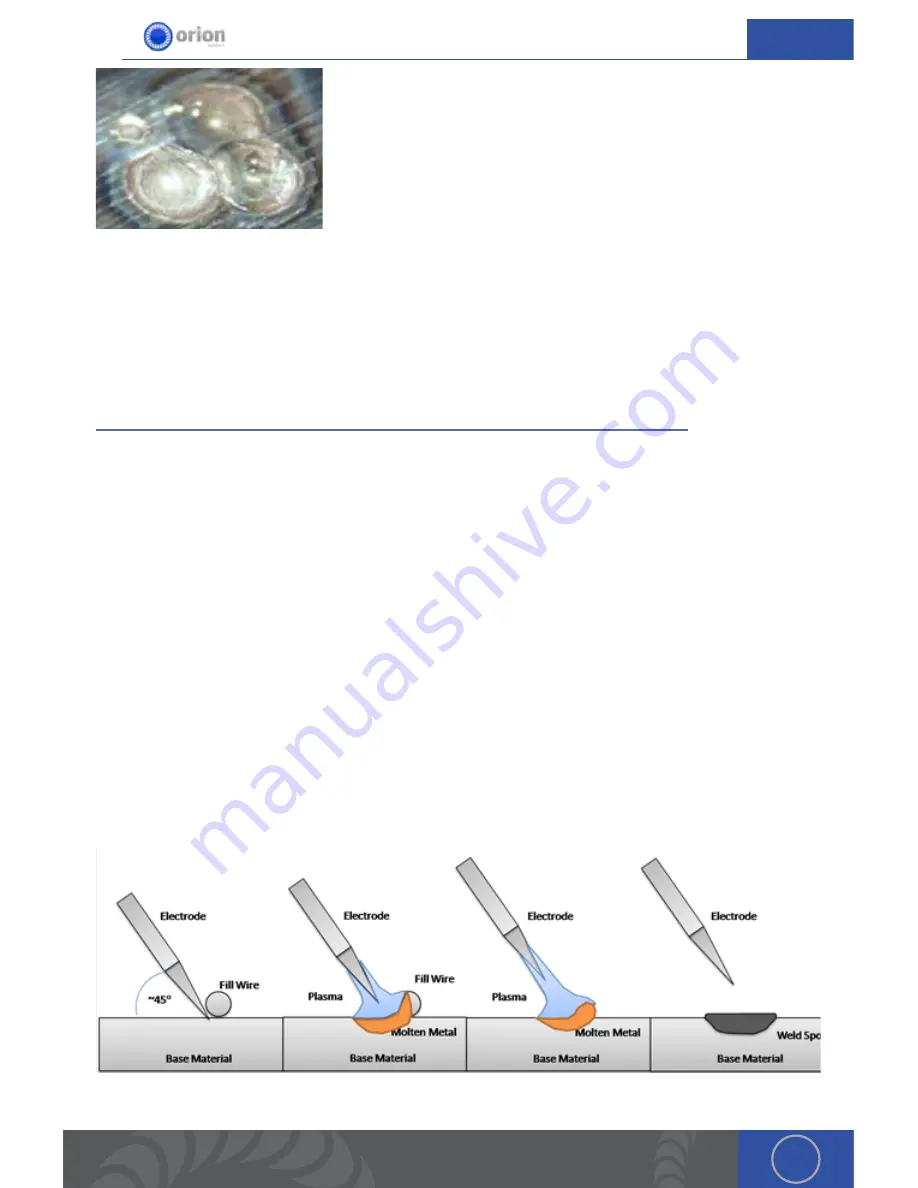
SIDE PLACEMENT:
Placing the electrode on the side of the wire is generally the best method of
adding fill wire . As shown below, place the electrode at an approximate 45 degree angle between
the wire and the base material . As the electrode pulls away from the base material and the arc
ignition happens, the base material will melt first and then the wire will be melted and pushed
or pulled (by surface tension) into the base material . This is an excellent method to produce a
uniform molten pool of metal and ensure the proper mixing of the base material and the fill wire .
The electrode may also be placed at a 45 degree angle in front of the wire . However, less material
will be added with every weld, and a portion of the wire will typically ball-up in the process .







































































