













―E13―
6. CONNECTION PROCEDURE (continued)
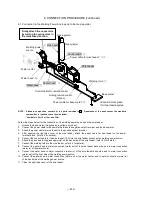
6.2 Connecting of the Power Cable for Wire Feeder
WARNING
∗
Touching the charging parts may cause in fatal electric shock and severe burns.
●
Do not touch the charging parts of the welding machine.
●
Have a qualified electric engineer ground the case of the welding power source and the base
metal or jig electrically connected in accordance with a local low.
●
Disconnect the wire feeder from the welding power source by turning off the line disconnect
switch in the power box to avoid an electric shock before the welding power source or base
metal and connecting the cables or hoses.
●
After connecting the cables, cover the power source with the cover or case.
●
When using the welding machine in such a humid environment as construction site, on the
steel plate, or on steel structure, install a leakage breaker.
CAUTION
●
Use the proper power cable that matches the welding current.
Applicable current (Rated current)
Cable thickness
200 A
38mm
2
or more
350 A*
60mm
2
or more
500 A
80mm
2
or more
* When performing pulse welding using the welding power source with 350 A welding current and
17m or more cable, use the thicker cable by one rank.
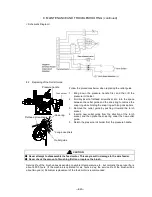
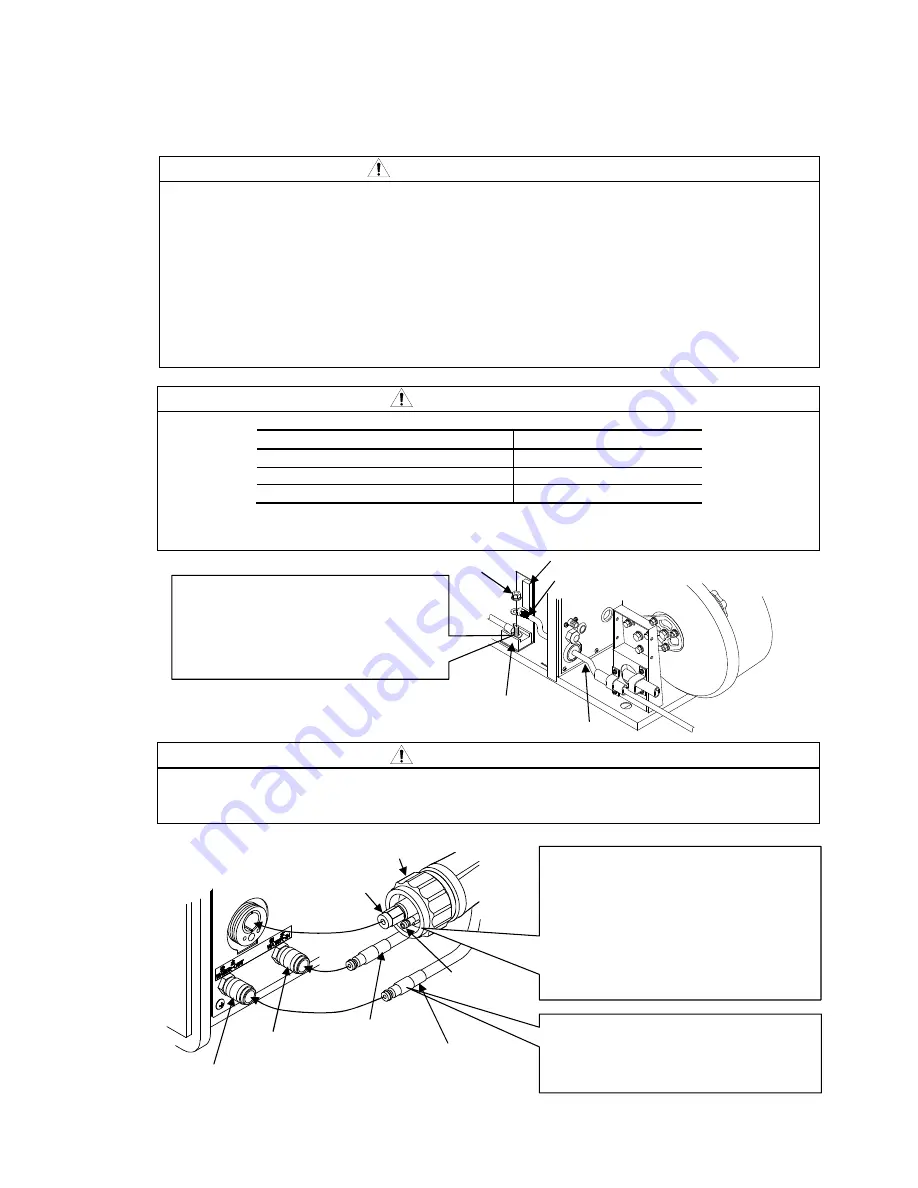
6.3 Connecting of the Welding Torch
CAUTION
●
Ensue that the torch connector is firmly attached. If the connector is not fully inserted, there
may be a risk of fire, burns, and product damage.
●
Water might leak when water out/in hose of the welding torch is not been properly inserted.
Please insert the water-in hose and the water-
out hose of the welding torch into the water
connection of the wire feeder with clicked
sound.
Welding torch
Adapter nut
Power supply metal fittings
Gas connection
metal
Water hose (blue)
Water hose (red)
Water connection
(Water in)
Water connection
(Water out)
Power cable for wire feeder
Insulating tape
M10 nut
Take care to attach the power cable
firmly to prevent the cable from touching
the frame and the terminal block*. Put
around the terminals of the cable with
insulating tape.
Power terminal block
Terminal block*
Before connecting a wire feeder to a welding
torch, make sure that the power supply metal
fittings and gas connection metal are inserted
into the welding torch until restricted and that
the adapter nut is properly inserted into the
welding torch. (Forcible insertion of the
adapter nut may cause in damage to the
threads of the metals.)