





5. Remove the inlet relief valve spring retainer (2),
spring (10) and relief valve (8). Check spring free
length. Replace spring if less than 1 9/16 in. (39.7
mm).
CLEAN AND INSPECT
1. Discard all o-rings and back-up rings. Clean all parts
in solvent and blow dry. Inspect polished surfaces of
spool and damper piston for damage that may cause
binding or leakage. Inspect spool bore in valve hous-
ing for damage or scoring. Inspect inlet relief valve
seat in valve housing and relief valve poppet. If the
spools, bores or valves are damaged, the entire
valve must be replaced as these parts are not serv-
iced separately.
2. Inspect the .020 inch (.5 mm) orifice in the end of the
spool and the pilot orifice to be certain they are
open.
ASSEMBLY
1. Install new o-rings on the plug (4) and spring retain-
ers (2,3).
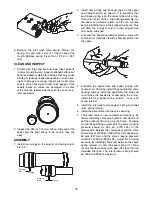
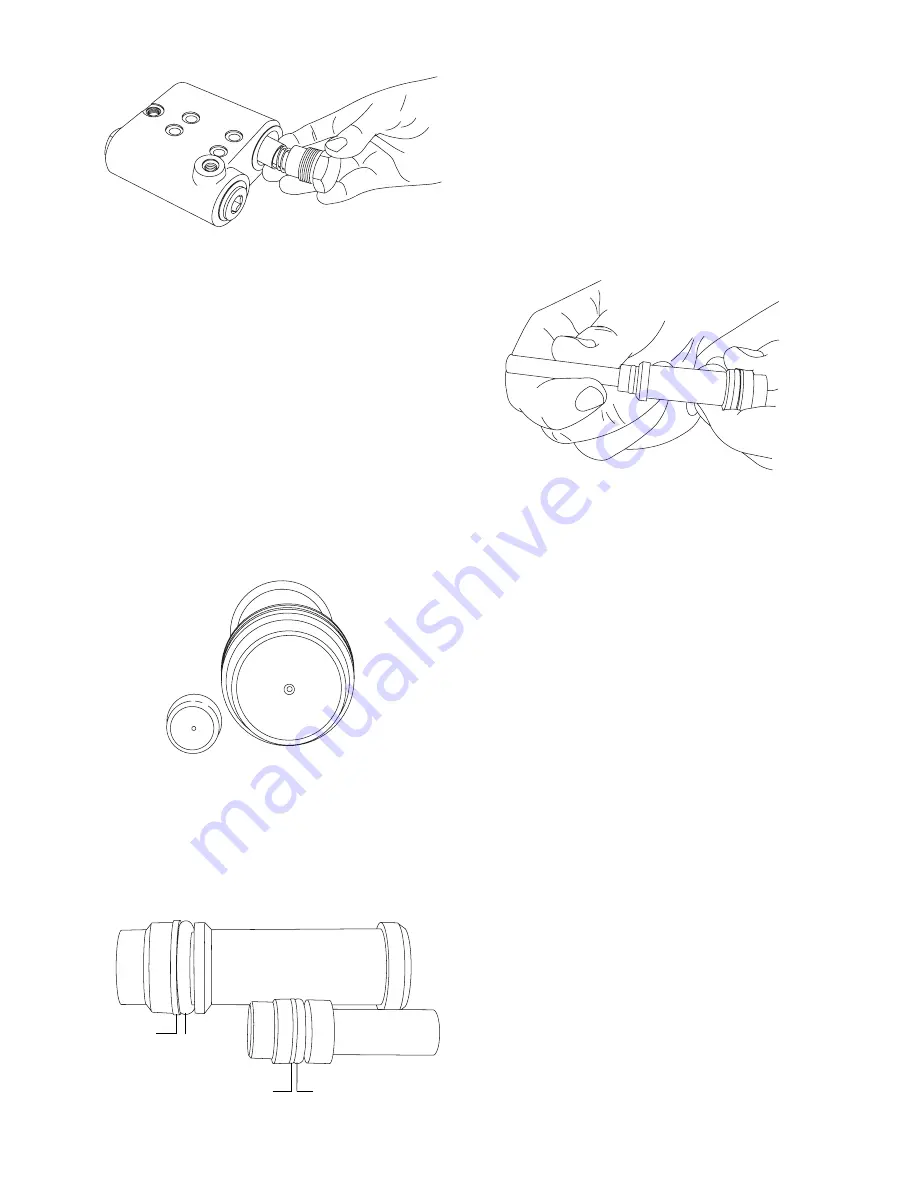
2. Install new o-rings and back-up rings on the spool
and damper piston as shown. It is important that
each back-up ring is on the correct side of its o-ring.
Take care not to cut the o-rings during assembly. Let
the spool and damper piston set for ten minutes
before installing them in their respective bores. This
will allow the o-rings to return to their original size
after being stretched.
3. Lubricate the spool and damper piston o-rings with
hydraulic oil. Carefully install the damper piston into
the spool.
4. Lubricate the spool bore and spool o-rings with
hydraulic oil. Carefully install the spool into the valve
housing. Always install the spool from the plug end
to minimize the possibility of damaging the o-ring.
Install the plug, spool spring, shim(s), if any, and
spring retainer.
5. Install the inlet relief valve poppet, spring and relief
valve spring retainer.
6. Install the pilot orifice into the valve housing.
7. The brake valve is now complete and ready to be
tested. Install the valve on a hydraulic test stand and
set the hydraulic flow to 5 gmp (18.9 lpm). Pumping
oil into the split flange motor port, the valve cracking
pressure should be 550 psi (3790 kPa) at the
release port. Release the control lever and the valve
should reseat at 500 psi (3450 kPa). Increase flow to
60 gmp (227 lpm) and the valve cracking pressure
should be 1250 psi (8620 kPa). Adjust the cracking
pressure by installing shims (22) between the spool
spring retainer (3) and the spool spring (11). Now
reverse the flow and send 60 gpm (227 lpm) into the
threaded inlet port. The inlet pressure drop should
be 100 psi (690 kPa) maximum.
O-Ring
Back-up
Ring
O-Ring
Back-up
Ring
30