


















©2016 PACE Inc., Vass, North Carolina,
All Rights Reserved
Page
19
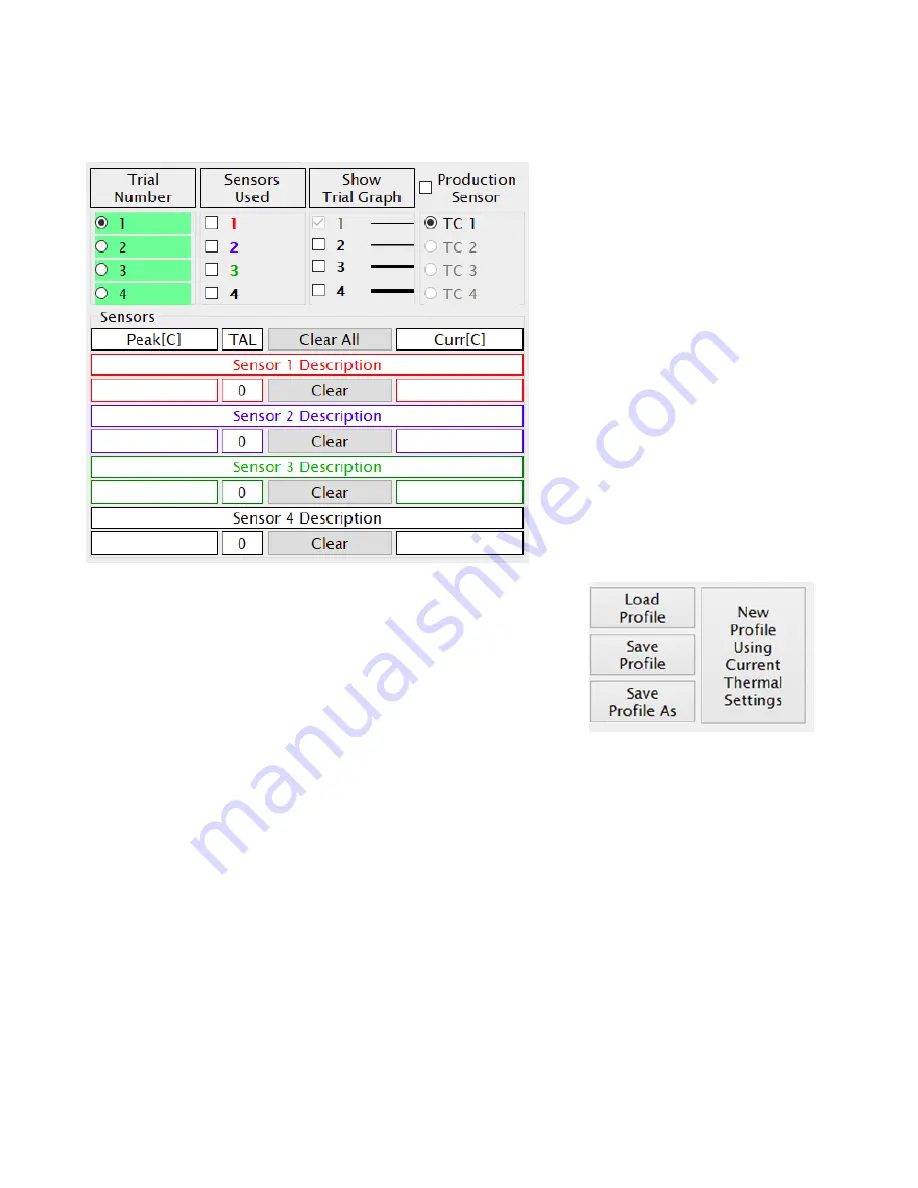
During the profile development process, up to 4 “trial runs” can be viewed for comparing and
contrasting how well different settings work on a given application. The information displayed from each trial run
can be altered using the buttons and check boxes above the temperature sensor readouts.
•
Trial Number – This column is used to
designate which trial run is currently
active for editing or being saved.
•
Sensors Used – Check off the boxes
for the sensor inputs you would like to
use when doing a new trial run.
•
Show Trial Graph – This will allow you
to view the profile graphs from multiple
trials at the same time.
•
Production Sensor – Use this to select
the thermocouple temperature graph
that will be the visible reference for the
finished production profile. Sensor
descriptions can be changed by the
profile developer.
Your new TF machine will come with default installation and
removal profiles. These can be used as starting points for new custom
profiles. The TF software will memorize the distance traveled by the
heater head during some parts of an installation or removal process. The
included default profiles do not have any distances stored. When altering
any other pre-existing profile to work with different components, after
loading the profile you must clear the distance settings with the “New
Profile” button or the heater head could crash.
Following is a sample outline of steps needed to develop an installation profile by doing a new
component installation. The process is essentially the same as doing a production run, except with the ability to
make changes.
I. Turn on the machine and PC, then run the TF software.
II. Navigate to the Developer Mode screen if not already there.
III. Load a profile using the Load Profile button.
IV. Install the proper vacuum pick.
V. Install the proper nozzle.
VI. Click “Start Process” and follow the onscreen instructions which will guide you through the
following steps.
VII. Place the PCB between the arms of the board holder and position the board so the red
laser point is roughly in the center of the component placement site then tighten the
retention screw.
VIII. Apply flux to the board if needed, and attach any thermocouples desired for additional
process monitoring. Adjust the board support to the middle of the board.
IX. Place the component in the mounting plate on top of the camera housing. The component
needs to have the same orientation as the nozzle. Click “okay”.
























































