



























Page 29
TU2506
ǀ
TU2807V
US
3.7.3
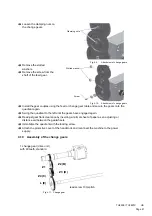
Mounting instruction of collet chuck holder
Mounting of collet chuck holder 344 1305 on your lathe TU2506 and TU2807V.
Proceed as follows.
Mark out the position of the lathe
chuck at the spindle flange before dis-
mantling with an e.g. felt-tipped pen.
Dismantle the lathe chuck.
Clean all faces of the spindle nose and
of the collet chuck holder extremely
thoroughly.
Remove threaded studs from the lathe
chuck and install into the collet chuck
holder.
Measure the true running of the spin-
dle nose. Mark out the greatest posi-
tive amplitude of the dial gauge at the
spindle nose with an e.g. felt-tipped
pen.
Attach the collet chuck holder to the
spindle flange, hand tighten the nuts.
Tighten in the nuts stepwise once and
uniformly alternating at least three
times in successively (only this way
you will get the best true running).
Measure the true running of the collet
chuck holder at the conical surface.
Position the collet chuck holder by
turning each 120° at the spindle flange
to the highest run out precision is
achieved.
Mark out the position of the highest cir-
cularity accuracy of spindle flange with
collet chuck holder and assemble then
the collet chuck holder on the highest
circularity accuracy position.
Fig.3-2:
344 1305 without union nut
Spindle flange
(short-taper seat)
Measuring position
thread pin
Measuring position
Summary of Contents for TU 2506
Page 1: ...US Item No 9684509 Operating manual Version 2 2 2 Lathe...
Page 74: ...Page 74 TU2506 US...
Page 92: ...Page 92 TU2506 TU2807V US 8 Wiring diagrams 8 1 TU2506 Fig 8 1 Wiring diagram TU2506...
Page 93: ...Page 93 TU2506 TU2807V US 8 2 TU2807V 230V Fig 8 2 Wiring diagram TU2807V...
Page 98: ...Page 98 TU2506 TU2807V US...



























































