




























Page 1-59
REGULAR
MAINTENANCE
1
Check Every 140 Hours (Once a Week)
1-4-7
Cleaning the Line Camera Lens
If such as chips and dust adhere to the lens of the line camera, a nozzle looks as if it tapered or a
recognition error of chip components can occur.
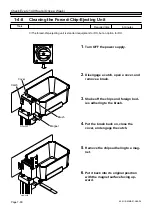
1.
Turn OFF the power supply.
∗
Because the cooling fan located under the
lighting is rotating, turn OFF the power supply.
2.
Open the safety cover.
3.
Ensure that the head and nozzle do
not lower. While holding the center of
the beam, press it inside gently.
4.
Blow away the dust from between the
illumination and the line camera by
using the blower brush.
• Blow away the dust from the left side or the
front side.
Tools
Blower brush
Required time
5 minutes
OFF ( ) ON ( )
SERVO
444C-490P
Blower brush
444C-E-MMA01-A08-06
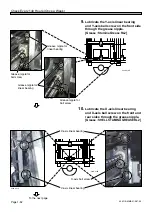
5.
Wind a cloth around a stick or such a
thin plate as a ruler, and then wipe the
lens face.
∗
At this time, removing the NG chip discharge
box and its mount will make this work easy.
6.
Clean the lighting cover glass.
∗
If the inside of the cover glass of the lighting is
heavily stained, detach the black lighting cover,
remove the cover glass holder, and then wipe
the inside of the glass with a cloth. (Be careful
not to apply forces to the glass.)
444C-518P
444C-519P







































































