






















Page 1-61
REGULAR
MAINTENANCE
1
1-5
Check Every 560 Hours (Once a Month)
1-5-1
Cleaning the Lubricating the Transfer Head
Clean and lubricate the nozzle shaft support bearing and check the vacuum pressure at the nozzle
tip. Dirt on the nozzle shaft support bearing may cause wrong operation and pickup. Leakage in the
air pass will also cause wrong pickup.
∗
For DU/DHU specifications, it is necessary to remove the feeder base cover for the maintenance.
1-2-3 Setting and Removing the Feeder Base Cover (Only for DU/DHU Specifications)
1.
Cleaning and lubricating the nozzle shaft support bearing
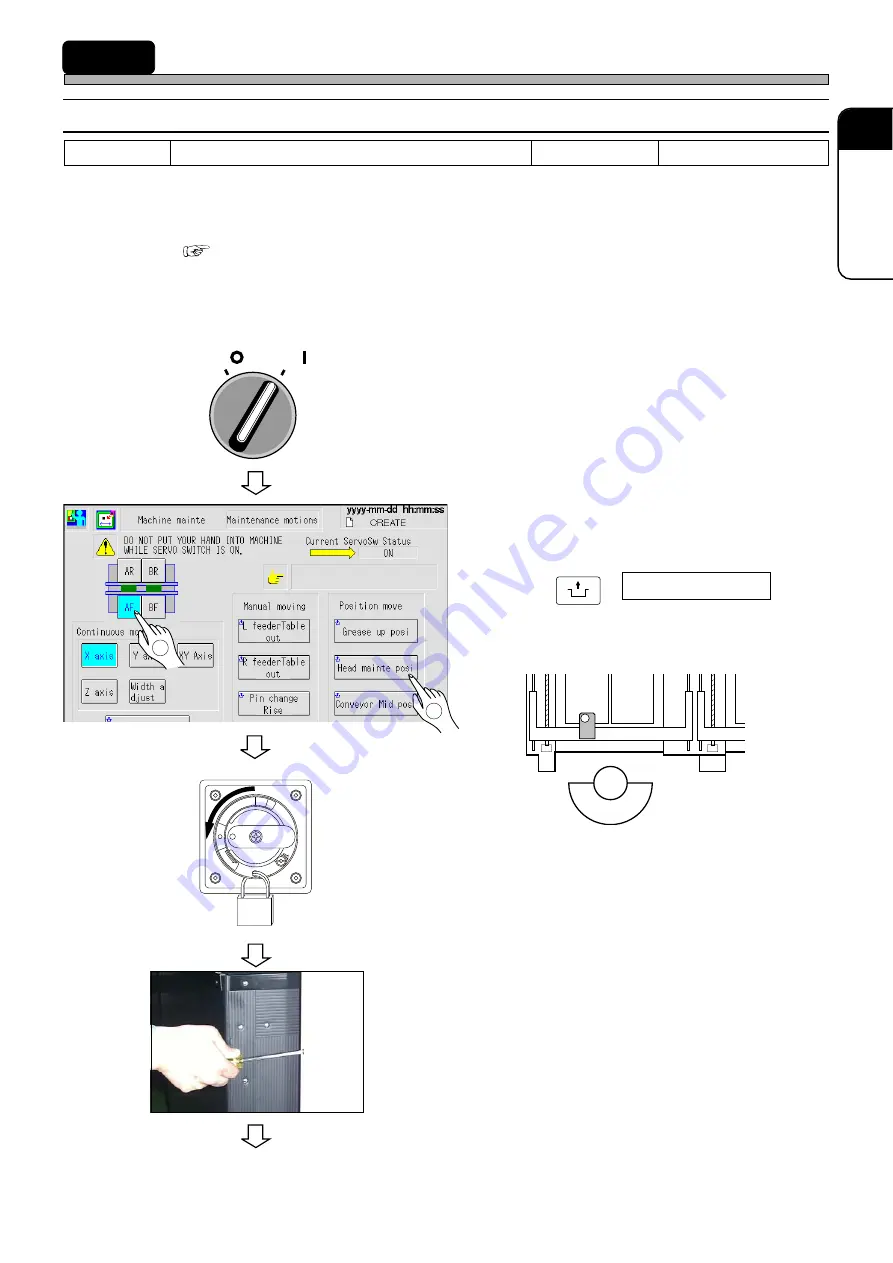
1.
Ensure that the safety cover is
closed, and turn on the servo switch.
2.
Select the operation table.
3.
Press
UNLOCK
+ Head mainte posi .
•
The transfer head moves to the maintenance
position.
4.
Turn OFF the power.
∗
Lock the main switch. A worker should carry
the key. (DU/DHU only)
5.
Open the cover at the lower right of
the machine rear side.
∗
Remove the screw by using a Philips driver.
To the next page
444C-E-MMA01-A08-04
444C-419E
Tools
Philips driver, cotton bud, syringe, and vacuum gauge
Required time
30 minutes
2
1
OFF ( ) ON ( )
SERVO
REL
EA
SE
TR
IP
O
F
F
ON
RE
S
E
T
444C-401P
444C-457E
444C-EEn-MpMmMm-011