59
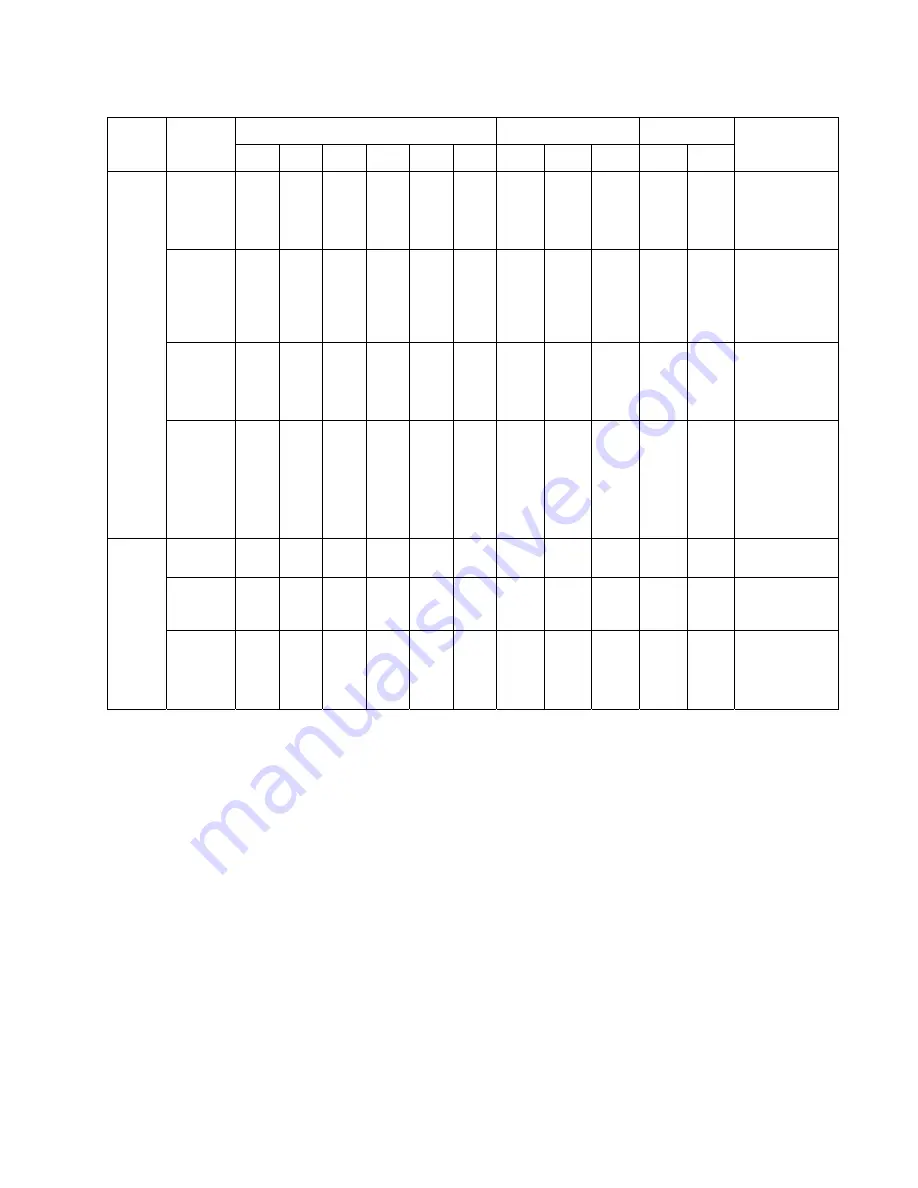
12.7.7 Selection of brazing material
Use BA
g
brazing material (silver solder) to increase the welding performance.
Category
JIS
Standard
Number
Composition of ingredients (%)
Temperature (°C)
Tensile strength
(Reference)
Characteristics
and
applications
A
g
Cu
Zu
Cd
Ni
P
Solidus Liquidus
Brazing
temp
K
g
f•cm
2
Base
material
BA
g
BA
g
•
1A
49.0
~
51.0
14.5
~
16.5
14.5
~
18.5
17.0
~
19.0
—
—
approx.
625
approx.
635
635
~
760
45.5
S20C
Liquidity is good at
low temperature,
it is preferable to
a small junction of
the gap in the
universal form.
BA
g
•
1
44.0
~
56.0
14.0
~
16.0
14.0
~
18.0
23.0
~
25.0
—
—
approx.
605
approx.
620
620
~
760
45.5
S20C
It has similar
performance to the
BA
g
•
1A, and
suitable for every
base material
except the light
weight metal.
BA
g
•
2
34.0
~
36.0
25.0
~
27.0
19.0
~
23.0
17.0
~
19.0
—
—
approx.
605
approx.
700
700
~
845
45.5
S20C
It is a brazing
filler metal in
universal form,
suitable for a
slightly larger gap
junction.
BA
g
•
3
48.0
~
51.0
14.5
~
16.5
13.5
~
17.5
15.0
~
17.0
2.5
~
3.5
—
approx.
630
approx.
690
690
~
815
35
~
70
SS
~
SUS
It has good
corrosion
resistance in
stainless
steel-based
brazing, suitable for
brazing tungsten
carbide, aluminum
bronze and copper.
BCuP
BCuP-2
—
remain
—
—
—
6.8
~
7.5
approx.
710
approx.
785
690
~
815
21
~
24.5
Cu
Good liquidity,
suitable for brazing
copper tube.
BCuP-3
4.8
~
5.2
remain
—
—
—
5.8
~
6.7
approx.
645
approx.
815
720
~
815
21
~
24.5
Cu
Suitable for brazing
when the joint
spacing is not
constant
BCuP-5
14.5
~
15.5
remain
—
—
—
4.8
~
5.3
approx.
645
approx.
800
705
~
815
21
~
24.5
Cu
When brazing of
copper and copper,
it is used without a
flux, but not
possible for brazing
basic materials
Caution
BCuP (phosphorus copper wax) is easy to react with sulfur, and makes a brittle compound water soluble, and causes
gas leakage. In hot spring areas, use other brazing materials or paint the surface for protection.
12.7.8 Need of flux
Use flux to protect the base materials.
1. Remove impurity and oxide film on the metal base, and improve the flow of the brazing material.
2. Prevent oxidation of the metal surface in brazing.
3. Reduce the surface tension of the brazing material.
12.7.9 Need of nitrogen gas
In order to prevent oxidation in the pipe, perform the brazing operation in nitrogen gas flow.
Flow rate 0.05 m
3
/ h, or pressure reducing valve at 0.02 MPa (0.2k
g
f / cm
2
) below.