





























21
EXTENDED FUNCTIONS
Self-hold Crater Operation with Initial Condition Function(SW6 Selected)
This is the same as
“
general self-hold crater operation
”
described in [BASICS] in that
it is a welding control sequence which assumes twice on/off operation of the
torch switch to be one cycle.
What differs from
“
general self-hold crater operation
”
is a period up to self-hold, that
is, welding output ranging from the first ON of the torch switch to its first OFF is a
condition (initial condition) set by the regulator identical with the one used for
adjustment of the crater welding condition.
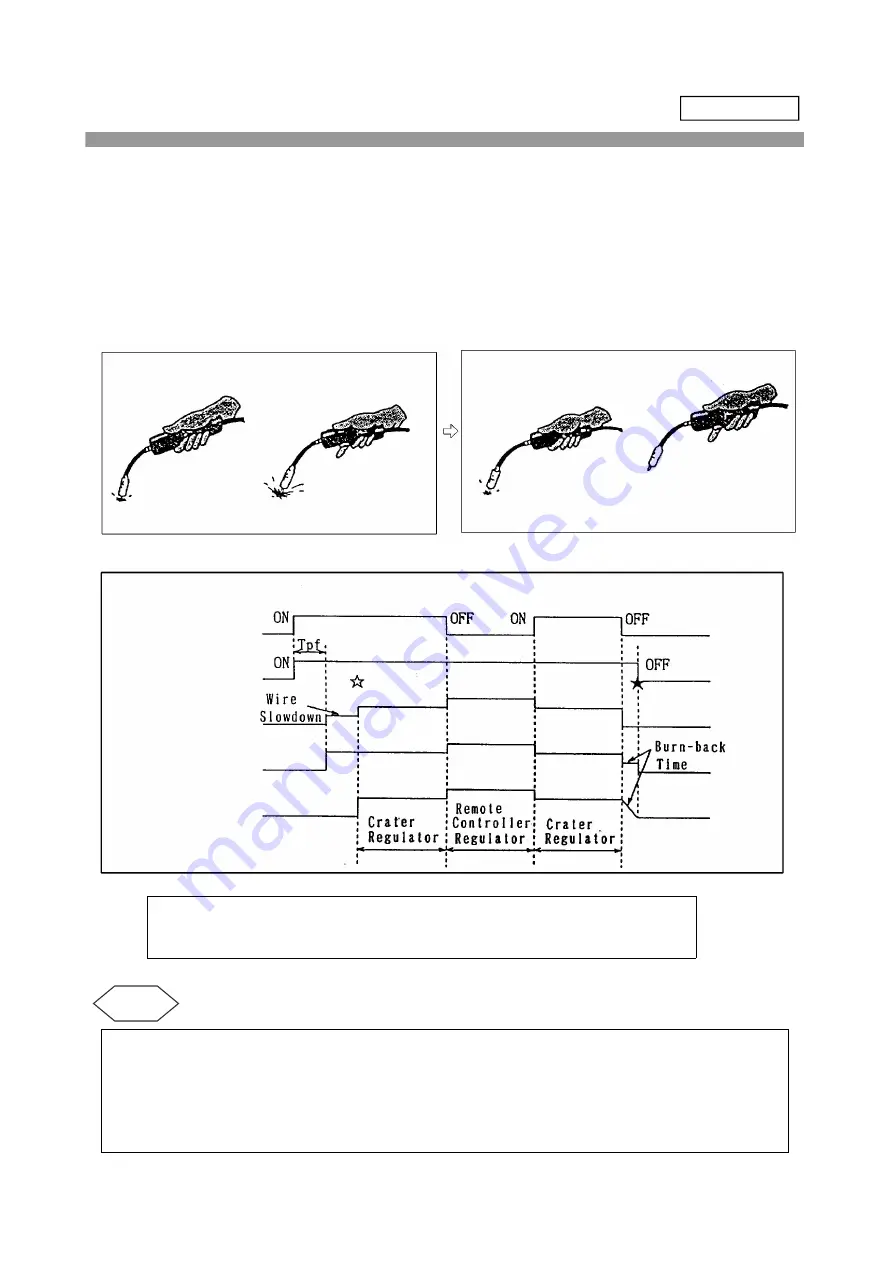
Operation Timing chart
Tpf = Gas preflow time
☆ = Arc start timing
★ = Arc stop timing
An initial condition welding period refers to a period between arc generation by
Initial torch switch-on and first torch switch-off.
A regular welding period refers to a period between first torch switch-off and next
torch switch-on.
A crater welding period refers to a period between 2nd torch switch-on and next torch
switch-off
APPLICATIONS
Welding
Arc
Start
(Initial Condition)
Changed to Welding
Arc for This
Welding Condition
(Self-hold )
Torch Switch ON
Torch Switch
OFF
Torch Switch ON
Again
Changed to Welding Arc
for
Crater
Welding
Condition
Welding Arc Stop
Torch Switch OFF
Again
Torch Switch
Gas Supply
Wire Feed
Welding Voltage
Welding Current
Welding Condition Adjustment
Tips







































































