







For Technical Support: www.panduit.com/resources/install_maintain.asp
INSTALLATION INSTRUCTIONS PN256D
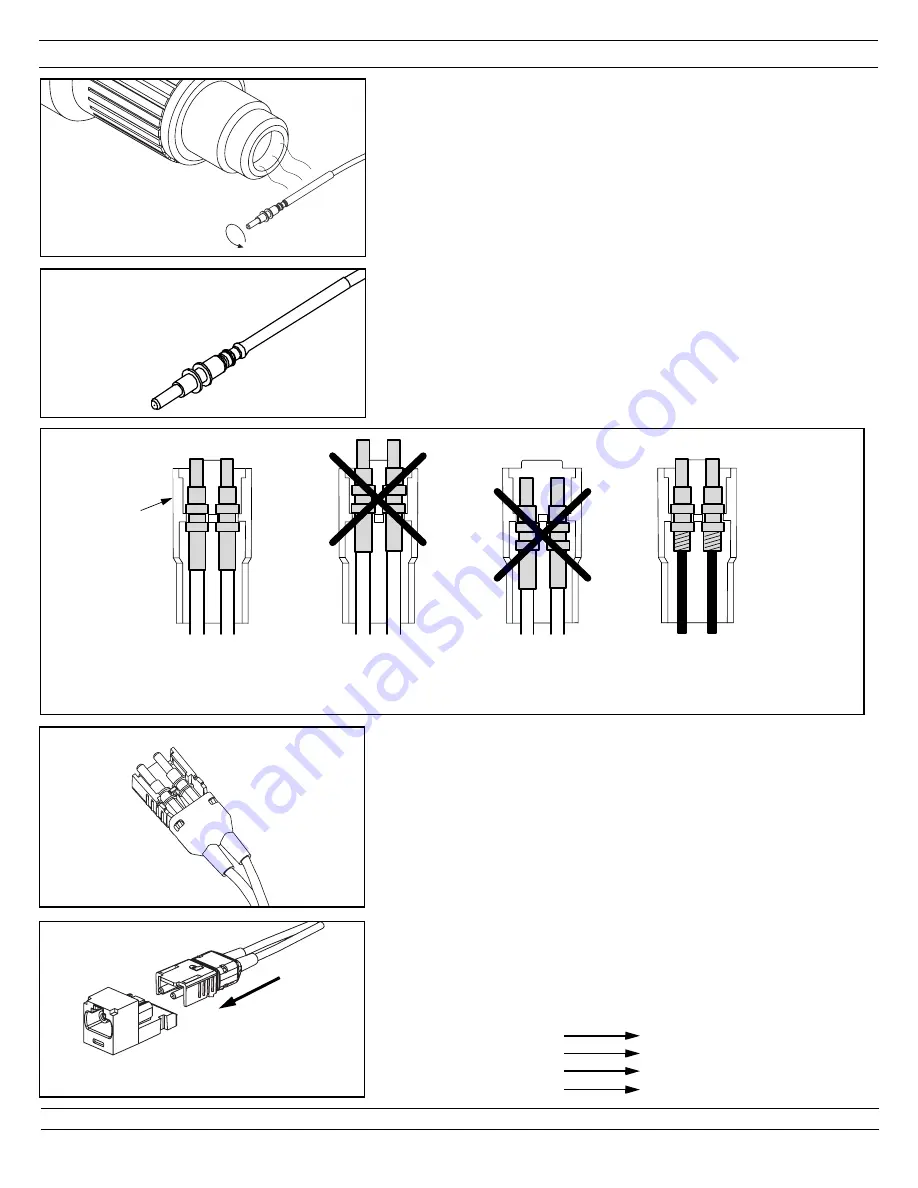
5. CURING HEAT SHRINK TUBING
For 2.0mm/1.6mm jacketed cable only
.
5.1
Turn the heat adjustment knob of the heat shrink curing
tool so the white line is centered in the notch.
5.2
Turn heat shrink curing tool “on”. (The temperature of the
hot air stream at the nozzle should be 220°F - 240°F)
5.3
Hold onto the connector and support the cable.
5.4
Bring the heat shrink tubing into the hot air stream. Hold
the heat shrink tubing about 1/2" away from the nozzle.
Rotate the connector for 20-30 seconds so that the heat
shrink tubing is completely cured onto the jacket.
5.5
Remove the connector from the hot air stream.
5.6
Turn heat shrink curing tool “off”.
Page 7 of 8
6. JACK ASSEMBLY
6.1
Turn the snap-on jack cover over in your hand so that the ‘A’
and ‘B’ marks inside the cover are facing you and are
upright. Then, place each ferrule assembly in the jack
cover. Maintain proper orientation of the fiber runs by using
the ‘A’ and ‘B’ marks to your specific wiring convention.
6.2
Slide the boot up to the cover until the holes of the boot lock
on to the tabs of the cover.
6.3
Next, position snap-on jack cover behind the jack housing.
The ferrules should start to enter the split sleeves which are
held within the jack housing. Slide cover forward, aligning
the rails in the cover and jack housing.
Note: If you are using
O
PTI
-J
ACK
Keyed connectors,
verify that plug mates with intended jack.
6.1
SLIDE
FORWARD
6.3
5.5
YES
Jacketed Cable
NO
Ferrules are located
too far forward
NO
Ferrules are located
too far backward
YES
Buffered Cable
6.1
Jack Cover
5.4
FJEPGM5CWBL
FJEPGM5CXRD
FJEPGM5CYOR
FJEPGM5CZYL
FJJGM5CWBL
FJJGM5CXRD
FJJGM5CYOR
FJJGM5CZYL







































































