












PAT1M / PAT1.5M OPERATION MANUAL
PAT1M/PAT1.5M: PA22222A01_03
Page: 35 of 36
Dec., 2007
"TIE IN TOOL” ADDENDUM
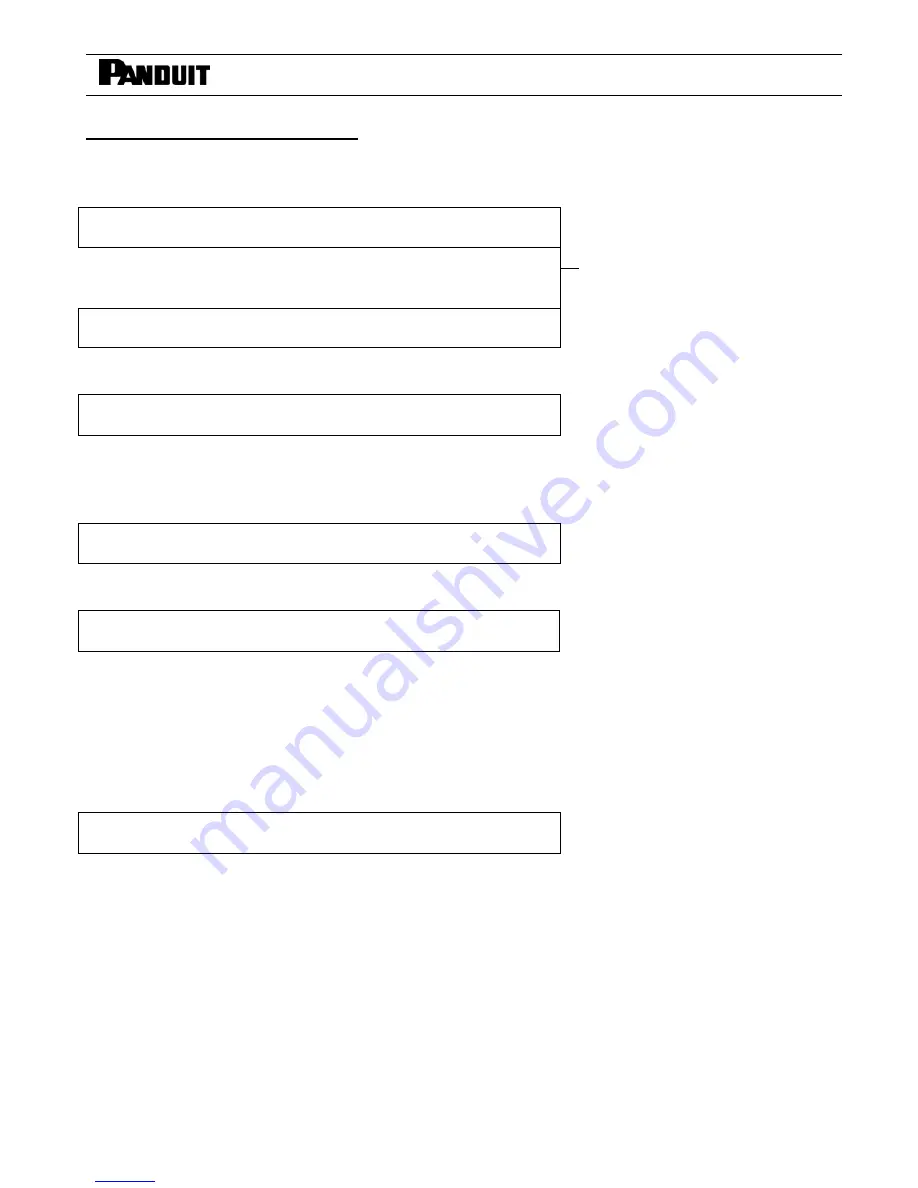
Turning new "Tie in Tool" feature "ON" or "OFF"
Level 1 - Operator Menu ("Load, Unload, Menu" Display)
Loads: 14
XXXXXXX
Load
Unload
MENU
From either of these screens,
Press the MENU button
Level 1B - Loading commands disappear
XXXXXXX
MENU
Level 2 - SETUP MENU ACCESS
Resets load and/or counter
XXXXXXX
1. Press BUTTON 3, two times
Reset Ld
Reset Ct
Exit
2. Press BUTTON 1, one time
3. Brings up Level 3
(Note: Count buttons from left to right)
Level 3 - Total Counts Menu
Shows total counts
XXXXXXX
Press the COUNTERS button
Counters
Escape
MENU
Exit
LEVEL 3A - Dispenser and Tool Counts
PDM
# XXXXXX
Rev X.X
Cycles: XXXXXXX
1. Press BUTTON 3, two times
PAT1M #
XXXXXX
Cycles: XXXXXXX
2. Press BUTTON 2, two times
3. Press BUTTON 3, one time
4. Then press BUTTON 4 to exit
5. Then press ESCAPE button
from Level 3 menu (above)
If "Tie in Tool" feature is turned "ON" and you want to turn it "OFF", just repeat this process.
ERROR 6 - Tie in Tool
Tie in Tool
PDM Software, Revision 0.8 or higher
MENU
Buzzer
POSSIBLE CAUSE: This occurs if the cable tie reaches the tool, but is prevented from completing the cycle.
This may be due to a large air pressure drop, too large of a bundle; improper feeder hose connections, an
obstruction blocking the cable tie path; a severe bend or twist in the feeder hose, or the tool jaws are opened
during the cycle.
CORRECTIVE ACTION: Remove the cable tie and any obstruction from the jaw area. Resume operation.
PREVENTION: To prevent this problem from recurring, verify that the feeder hose connections are secure and
that there are no severe bends or twists in the feeder hose. Verify that the maximum bundle diameter does not
exceed .82" (21mm) for the PAT1M Tool; and 1.31" (33mm) for the PAT1.5M Tool. Also, verify that the air
pressure is between 65 and 85 PSIG (4,5 and 5,8 bar), with a maximum 10 PSI (0,7 bar) drop.
electronic components distributor







































































