HY13-1526-001-M1/US
Torqmotor™ Service Procedure
TC, TS, TB, TE and TJ Series
Parker Hannifin Corporation
Hydraulic Pump/Motor Division
Greeneville, TN 37745 US
36
NOTE
NOTE: Bearing mandrel must be pressed against the lettered end of bearing shell.
Take care that the housing bore is square with the press base and the bearing/
bushing is not cocked when pressing a bearing/bushing into the housing.
CAUTION
CAUTION: If the bearing mandrel specified in the “Tools and Materials Required
for Servicing” section is not available and alternate methods are used to press
in bearing/bushing (11) and (18) the bearing/bushing depths specified must be
achieved to insure adequate bearing support and correct relationship to adjacent
components when assembled.
CAUTION
CAUTION: Because the bearing/bushings (11) and (18) have a press fit into the
housing they must be discarded when removed. They must not be reused.
Figure 37A
Figure 37B
Torqmotor™ Assembly
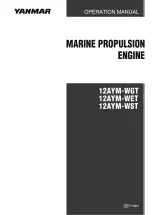
Press in dirt &
water seal
2. Press a
new
dirt and water seal (19) into the
housing (17) outer bearing counterbore.
The dirt and water seal (19) must be
pressed in until its’ flange is flush against
the housing. SEE FIGURE 37A.
The TJ series dirt and water seal (19) must
be pressed in the lip facing out and until the
seal is flush to .020 inches (.51 mm) below
the end housing. SEE FIGURE 37B.
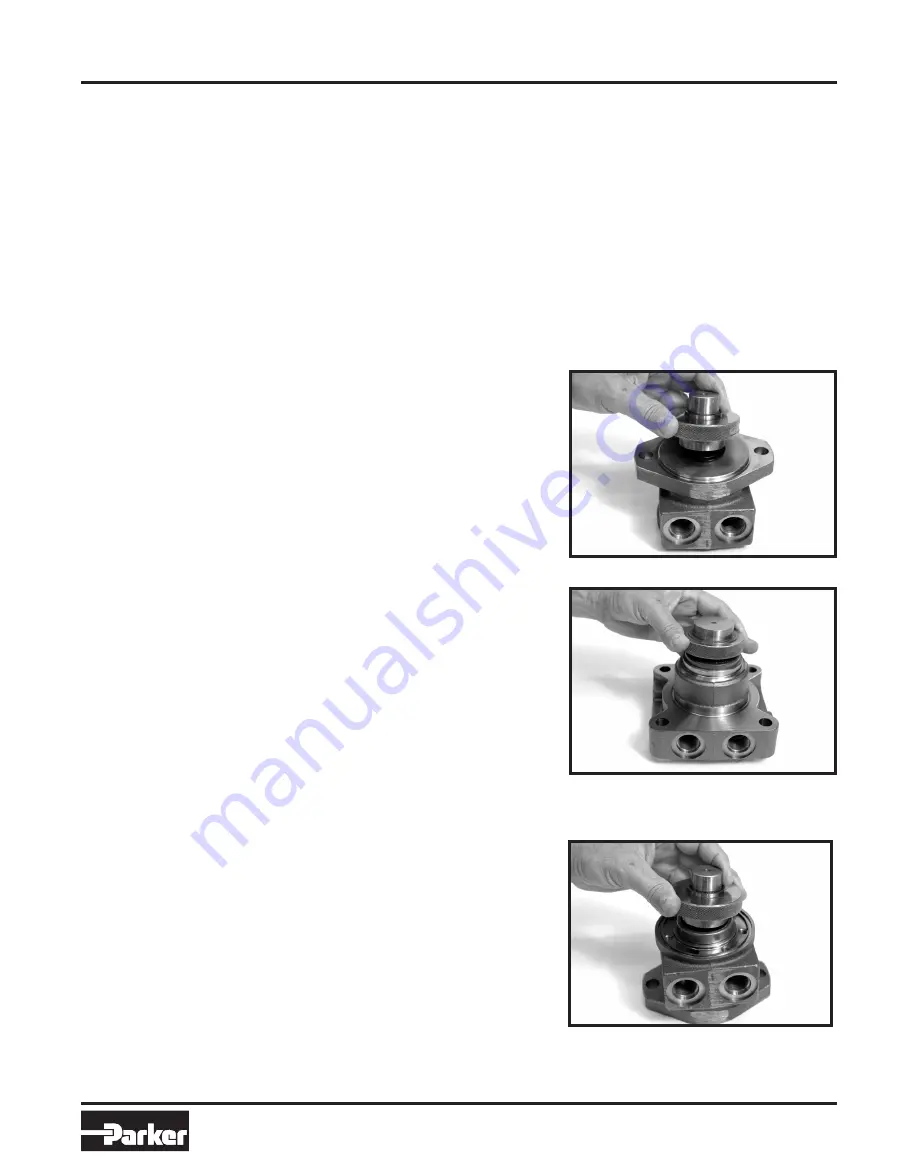
Figure 38
Press in inner
bearing/bushing
3. The inner housing bearing/bushing (11)
can now be pressed into its counterbore
in housing (17) flush to .03 inch (.76 mm)
below the housing wear plate contact face.
Use the opposite end of the bearing man-
drel that was used to press in the outer
bearing/bushing (18). Reference Figure 1,
“Tools and Materials Required for Servicing”
section. SEE FIGURE 38.