





























104
SK
Uvedeniedoprevádzky
(vonkajšíroh,vnútornýrohaprekrytie).
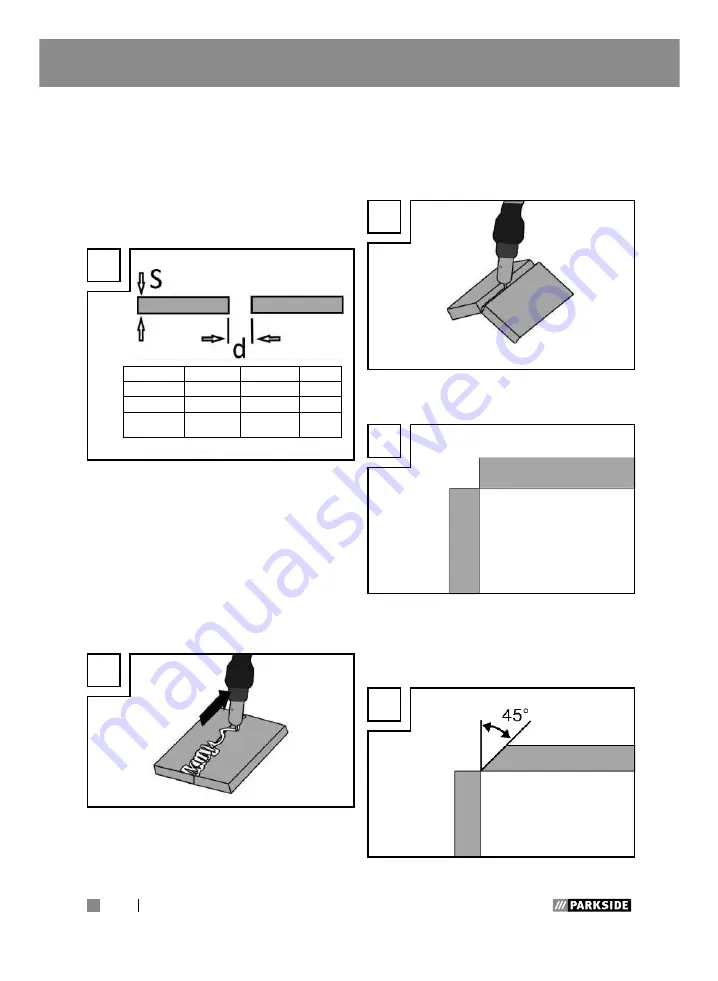
Spoje tupými zvarmi
Prizváranítupýmzvarommateriálovdo
hrúbky2mmsaokrajeobrobkovúplne
prirážajúksebe.
Preväčšiehrúbkysapostupujepodľa
nižšieuvedenejtabuľky:
S
S =
1–3mm
3–4mm
4–6mm
d=plocha
0,5–1,5mm 1,5–2,5mm 2–3mm
d=kolmica
1–1,5mm 1,5–2,5mm 2–3mm
d=čelná
plocha
1–2mm
2–3mm
3–4mm
Ploché tupé zvárané spoje
Zvarysamusiavykonávaťbezprerušenia
asdostatočnouhĺbkouprepálenia,pretoje
tuzvlášťdôležitádobrápríprava.Faktory
ovplyvňujúcekvalituvýsledkuzvárania:
silaprúdu,vzdialenosťmedzizváranými
hranami,sklonhorákaazodpovedajúci
priemerzváraciehodrôtu.
Čímstrmejšiesadržíhorákkobrobku,
týmvyššiajehĺbkaprepáleniaaopačne.
T
Naredukciudeformácieobrobkovpočas
tvrdnutiamateriálujepotrebnétam,kdeje
tomožné,zafixovaťobrobkypríslušnýmza-
riadením.Jetrebazabrániťpnutiuzváranej
štruktúry,abynedochádzalokpraskaniu
zvarov.Tietoproblémyjemožnéredukovať,
pokiaľjetomožné,otáčanímobrobku,aby
sadalozváranievykonávaťvdvoch
protichodnýchsmeroch.
U
Zvarové spoje na vonkajšom rohu
Prípravajeveľmijednoduchá.
V
Prisilnejšíchmateriálochtovšaknieje
účelné.Vtomtoprípadejelepšiespojenie
pripraviťakojeuvedenénižšie,pričomje
jednahranadoskyskosená.
W
Summary of Contents for PFDS 120 A2
Page 3: ...1 2 4 9 10 11 12 3 5 7 6 8 A B C D 13 15 14 16 17 18 22 23 24 25 19 20 21 ...
Page 24: ...24 GB ...
Page 47: ...47 HU ...
Page 48: ...48 HU ...
Page 68: ...68 SI ...
Page 88: ...88 CZ ...
Page 108: ...108 SK ...







































































